2026.06.05
2026.06.05
 News
News
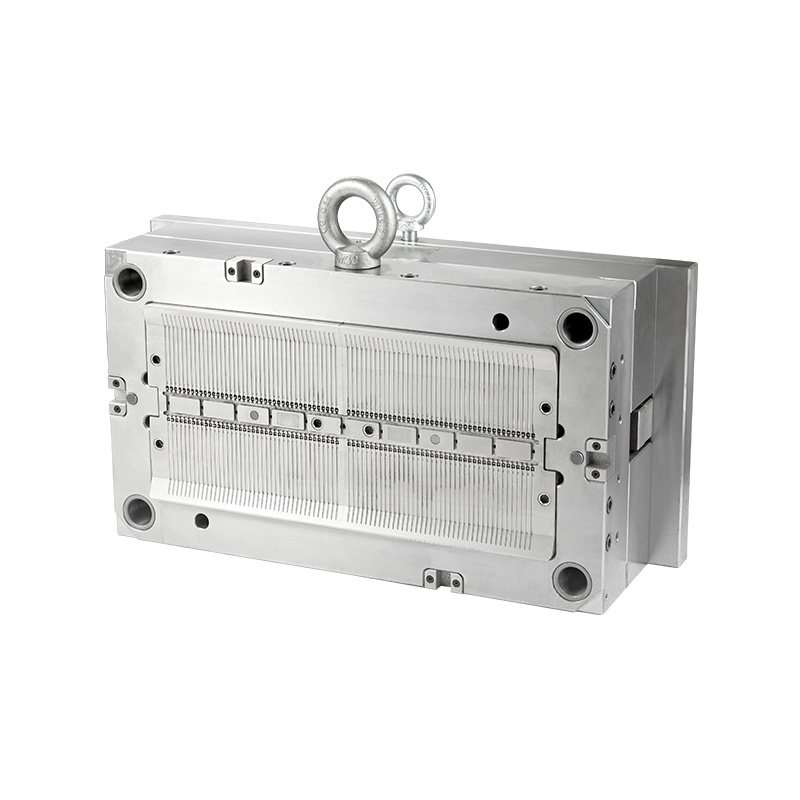
Nylon cable tie production depends heavily on stable mold performance, yet sudden mold failure is still a common concern in injection molding operations. A Nylon Cable Tie Mold works under repeated high-pressure cycles, thermal stress, and abrasive resin flow, especially PA6 and PA66 materials. Industry discussions show that even small deviations in mold geometry or process balance can quickly escalate into production defects or unexpected shutdowns.
Rather than focusing on general maintenance routines, the real concern lies in how hidden stress accumulates inside the tooling system until performance drops sharply.
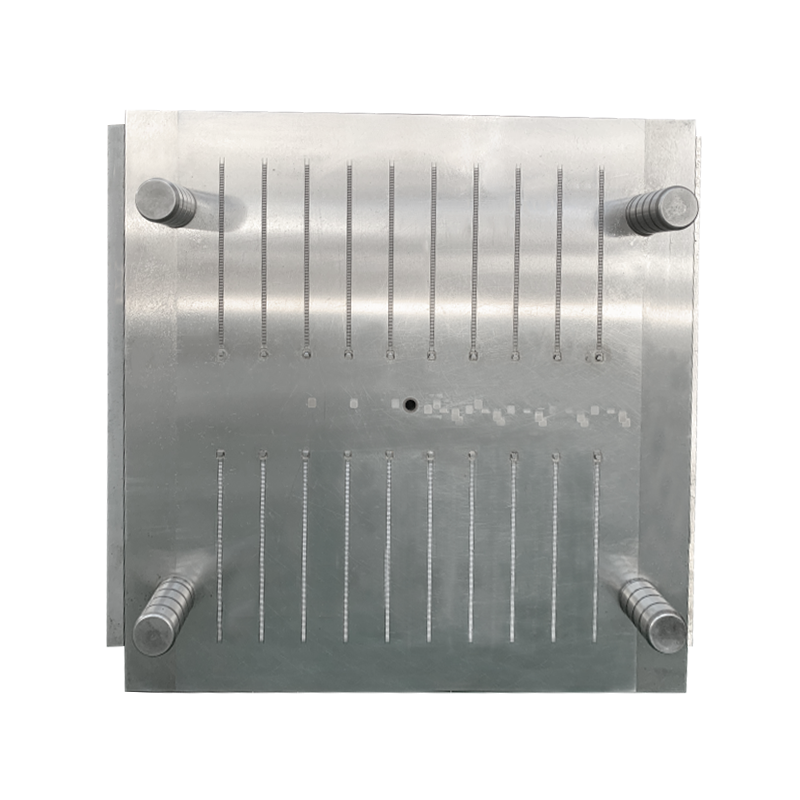
Cable tie molds contain long, narrow cavities and fine locking tooth geometries. These micro-features are sensitive to repeated injection cycles. Over time, mechanical fatigue can appear in:
Even a minor scratch inside the cavity can be replicated across every molded part, producing dimensional inconsistency or functional failure of the locking system.
A common technical observation is that wear is not evenly distributed. Areas near high-flow resistance zones receive higher shear stress, accelerating degradation of the mold surface texture.

Nylon resins are highly hygroscopic. Absorbed moisture transforms into steam during heating, triggering polymer chain degradation and unstable flow behavior. This condition does not only affect part quality—it also increases internal mold stress.
Typical moisture-related effects include:
Moisture content above controlled thresholds can reduce melt consistency, indirectly forcing the mold to compensate with higher pressure or longer cycle time. This accelerates wear on clamping and cavity interfaces.
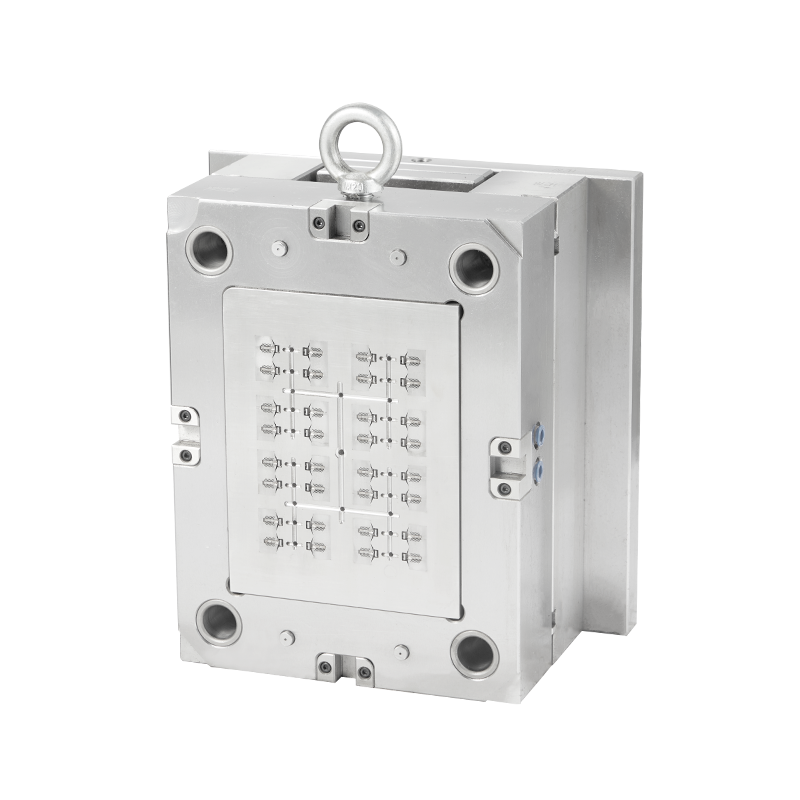
Cable tie molds often rely on multi-cavity layouts. Uneven flow distribution creates imbalance in filling speed and pressure across cavities.
Common failure patterns include:
In extreme cases, uneven filling forces can distort mold alignment, especially under high tonnage machines. Reddit-based engineering discussions frequently mention that poorly balanced hot runner systems can amplify instability and damage cavity consistency over time.
Every injection cycle exposes the mold to rapid heating and cooling. This thermal shock is especially critical in nylon cable tie production due to relatively high processing temperatures (commonly 240°C–290°C depending on PA6 or PA66 grades).
Repeated cycles contribute to:
The accumulation of thermal fatigue does not always show immediate symptoms. Instead, performance drift becomes visible after thousands of cycles, often mistaken for process instability rather than tooling degradation.
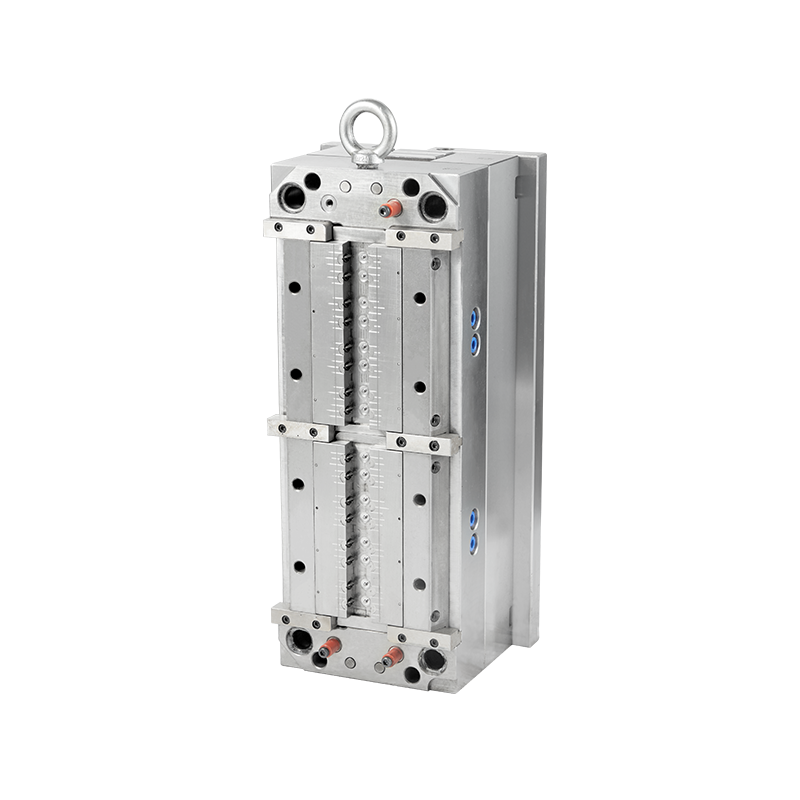
The self-locking head of a cable tie mold is one of the most sensitive regions. It contains pawl structures and fine tooth geometry designed for directional engagement.
Failure indicators often include:
Once dimensional deviation begins in this area, recovery becomes difficult without reconditioning or insert replacement. Even slight deformation changes the engagement angle of the teeth, directly affecting product reliability.
Ejection systems operate under repeated mechanical force. In cable tie molds, long slender parts increase resistance during release.
Stress factors include:
As resistance builds, operators often increase ejection force or cycle speed. This adjustment can temporarily solve sticking issues but increases long-term wear on both ejector components and cavity walls.
Not every failure originates from physical mold damage. Some issues appear similar but are actually process drift:
These factors gradually shift part quality until defects resemble tooling failure. Distinguishing between process instability and actual mold wear becomes essential for accurate diagnosis.
Recommended Products


 English
English 中文简体
中文简体 русский
русский