2026.05.27
2026.05.27
 News
News
Single-Cavity Hand-Insert Mold: A basic mold with one cavity, used for prototype development or low-volume production (1,000 to 10,000 parts per batch). The operator places the locking pawl (metal or plastic insert) manually before each cycle. Cycle time is 25 to 40 seconds due to manual insert loading. This mold type is specified for custom cable ties with company logos or serial numbers.
Multi-Cavity Cold Runner Mold (4 to 16 Cavities): Cavities arranged in a linear or circular pattern. The runner system solidifies with each cycle and is subsequently removed. A 16-cavity mold for standard 200 mm cable ties produces 16 parts every 12 to 18 seconds. Runner weight accounts for 15 to 25 percent of total shot weight. This type is common for general-purpose cable ties sold in hardware stores and electrical supply markets.
Hot Runner Mold (8 to 32 Cavities): The runner system remains molten using heated manifolds and nozzle tips. No runner waste is generated, reducing PP consumption by 20 to 30 percent compared to cold runner systems. Each cavity contains a valve gate nozzle to prevent drool. Hot runner molds for cable ties have cycle times of 8 to 12 seconds. The initial tooling cost is 40 to 70 percent higher than cold runner molds, but payback occurs at production volumes above 2 million parts.
Two-Component Mold (Overmold for Seal Ties): Produces cable ties with a separate sealing element. The first injection (PP) forms the tie body and ratchet teeth. The second injection (TPE or additional PP) forms a sealing flap or locking indicator. A rotary platen transfers the preform between cavities. Two-component molds have 4+4 or 8+8 cavity layouts. Cycle time is 15 to 25 seconds. These molds are used for tamper-evident seals for baggage, security bags, and meter seals.
Multi-Cavity Stack Mold (Two-Level): Two parallel parting lines produce twice the output per machine cycle. A central plate rotates or indexes between injections. For a 16+16 stack mold (32 total cavities), output is 32 parts per cycle. Stack molds are specified for ultra-high-volume production exceeding 10 million parts per year. Mold height is 700 to 1,100 mm, requiring injection machines with platen spacing above 1,200 mm.
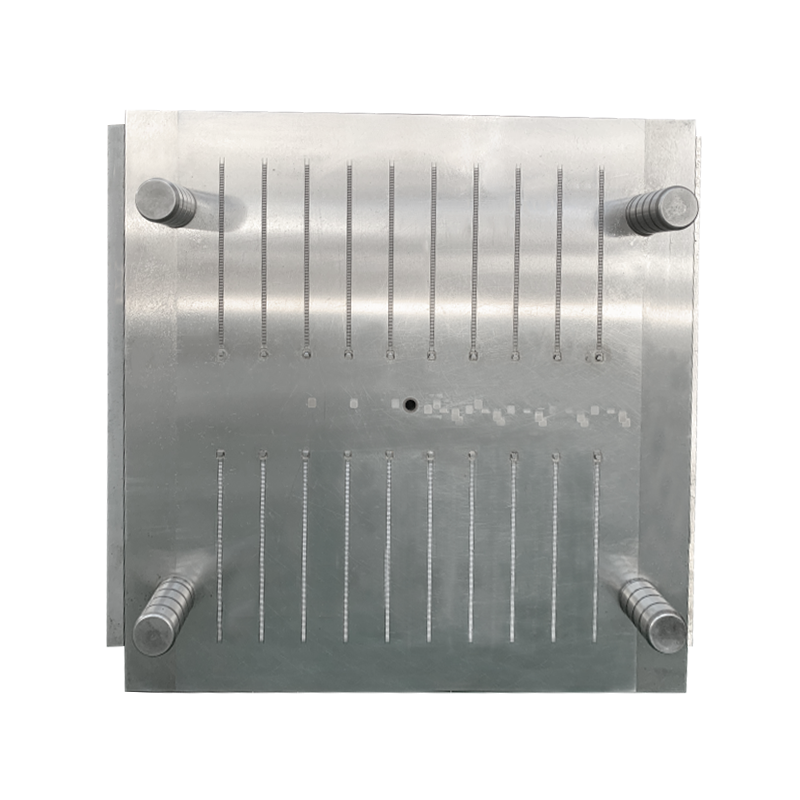
Cavity and Core Steel
The cavities form the cable tie body, locking teeth, and head geometry. DIN 1.2343 (X40CrMoV5-1) chromium hot-work steel is standard for production molds exceeding 1 million cycles. Composition: 0.40% carbon, 5.0% chromium, 1.3% molybdenum, 0.4% vanadium. Hardness after quenching and tempering is 48-52 HRC. Tensile strength is 1,450 MPa. For molds requiring high wear resistance against glass-filled PP (10-30% glass fiber), DIN 1.2379 (X153CrMoV12) high-carbon chromium steel is used. Hardness reaches 58-60 HRC. The high hardness maintains tooth tip sharpness for over 2 million cycles. For prototype or low-volume molds (below 200,000 cycles), P20 steel (DIN 1.2738) pre-hardened to 38-42 HRC is selected. P20 reduces machining time because post-hardening heat treatment is not required.
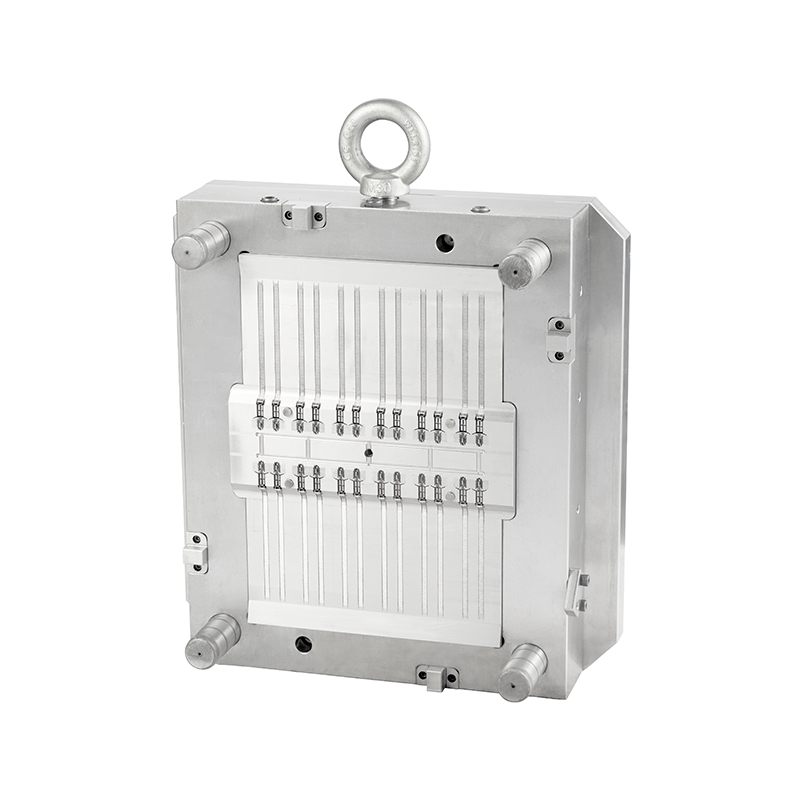
Tooth Insert Materials
The locking teeth are the most wear-sensitive feature. Instead of machining teeth directly into the cavity block, many molds use replaceable tooth inserts. Insert material is powder metallurgy high-speed steel (ASP 2023 or equivalent). Composition includes 1.3% carbon, 4.0% chromium, 5.0% molybdenum, 3.0% vanadium, and 8.0% cobalt. Hardness is 64-66 HRC. The powder metallurgy process produces a uniform carbide distribution (2-3 micron grain size), which resists the abrasive wear of PP plastic flow. Tooth inserts are coated with titanium carbonitride (TiCN) or aluminum titanium nitride (AlTiN). Coating thickness is 2-4 microns. Coated inserts show tip radius increase from 0.01 mm to 0.03 mm after 500,000 cycles, compared to uncoated inserts, which reach 0.08 mm radius after the same cycle count.
Core and Slide Materials
Cores that form the internal cavity of the tie head (the passage through which the tie tail is inserted) require high polishability because the plastic tail must slide through without sticking. Core material is DIN 1.2767 (X45NiCrMo4) nickel-chromium-molybdenum steel. Hardness is 50-54 HRC. The core surface finish is Ra 0.1 microns in the direction of tail travel. For releasable tie molds, the side-action slides are made from the same steel with DLC (diamond-like carbon) coating. DLC coating has a hardness of 3,000-5,000 HV and a coefficient of friction of 0.05 to 0.10 against PP. Low friction ensures the release tab slides without sticking.
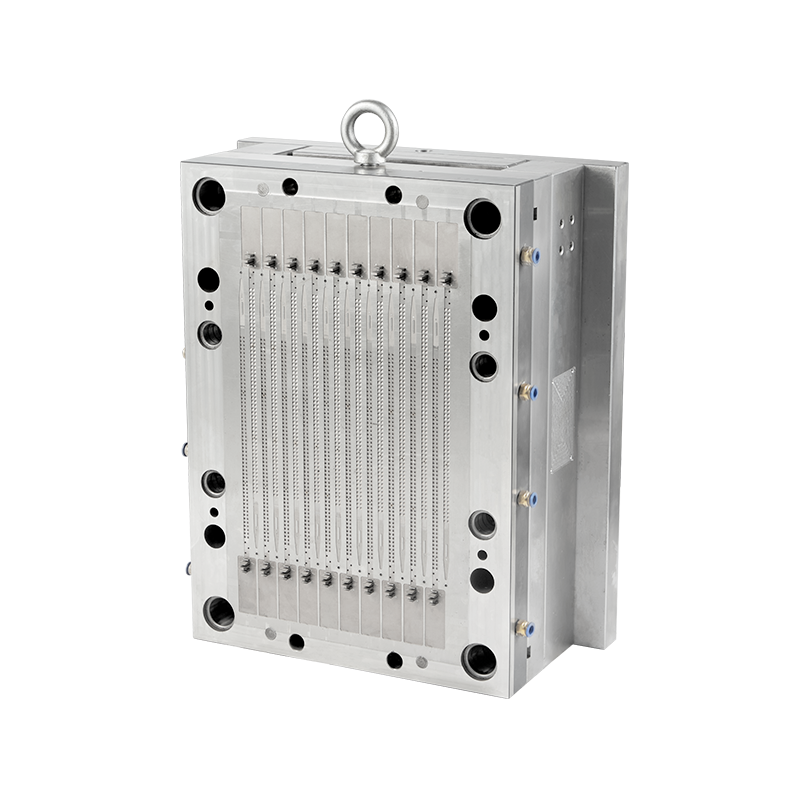
Cooling System Materials
Cable tie molds require rapid cooling to achieve the short cycle times (8-18 seconds). Cooling channels are drilled 5-8 mm from the cavity surface. Channel diameter is 6-10 mm. For high-cavity molds (16-32 cavities), copper alloy baffles (CuZn39Pb3) are inserted into the cooling channels near the ratchet teeth area. Copper alloy has a thermal conductivity of 110 W/m·K, extracting heat 4 times faster than steel baffles. Conformal cooling channels produced by 3D printing (maraging steel 1.2709) are used in the tooth tip areas. These channels follow the contour of the tooth array, maintaining mold temperature uniformity within 3°C across all teeth. O-rings sealing the cooling circuits are EPDM rubber rated for 150°C continuous.
Recommended Products


 English
English 中文简体
中文简体 русский
русский