2026.05.22
2026.05.22
 News
News
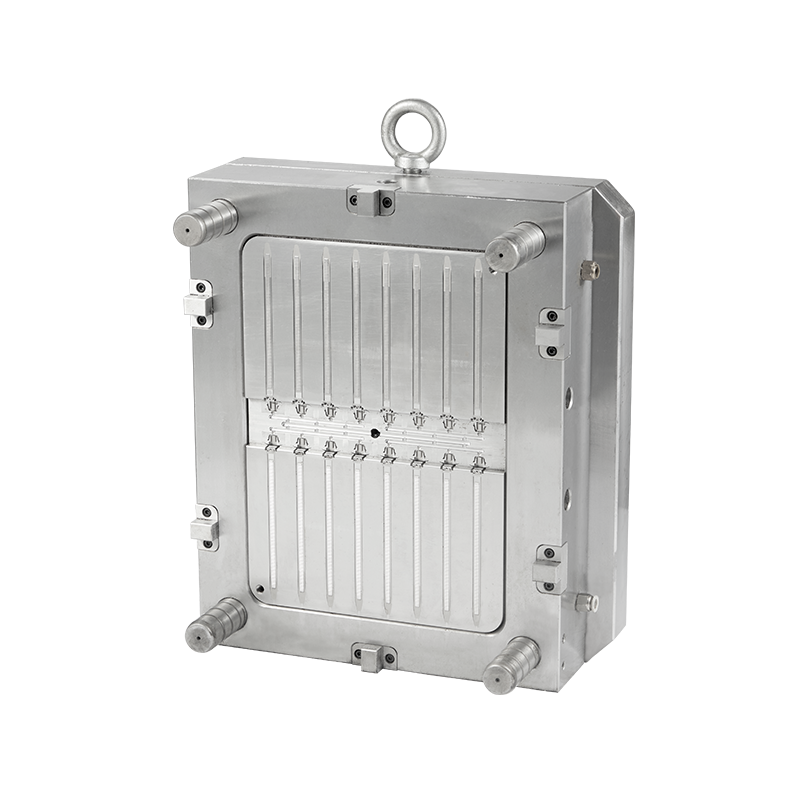
Seat belt buckle mechanisms and mold complexity.

An automotive buckle mold produces the plastic housing and internal components of seat belt buckles. The buckle must reliably latch and release under specific load conditions—minimum 15,000 N tensile strength for driver and passenger buckles (FMVSS 209, ECE R16). The mold produces multiple components: the push button (release actuator), the latch plate guide, the ejector mechanism housing, and the outer cover. Typical cycle times range from 15 to 35 seconds, depending on part size and material (glass-filled nylon 6/6 at 15–35% glass fiber by weight). Cavity counts per mold vary from 4 to 16; higher cavity counts are uncommon because the latch mechanism requires tight dimensional tolerances of ±0.03–0.05 mm on locking surfaces. A buckle mold for a front seat belt system may have 4 cavities for the push button, 4 for the latch frame, and 4 for the ejector—12 cavities total in a single mold base using interchangeable inserts.
Material selection and wear resistance.
Automotive buckle components are molded from engineering thermoplastics with high strength and wear resistance. The primary material is polyamide 6/6 (nylon 6/6) with 15–35% glass fiber reinforcement. Glass fiber content increases tensile strength from 70–80 MPa (unfilled) to 130–180 MPa (30% glass) and heat deflection temperature from 90°C to 210–230°C at 1.82 MPa load. However, glass fiber is abrasive to mold surfaces. A mold producing 30% glass-filled nylon 6/6 requires tool steel of 55–60 HRC hardness, typically D2, M2, or powder metallurgy steels (CPM 10V). Cavity surfaces that contact the melt wear at rates of 0.01–0.02 mm per 100,000 cycles. After 1 million cycles, gate erosion increases gate diameter by 0.1–0.2 mm, altering filling balance across cavities. To extend mold life, critical locking surfaces (e.g., the ramp where the latch engages) are often coated with titanium aluminum nitride (TiAlN) or chromium nitride (CrN) at 2–4 µm thickness. Coated surfaces show wear rates 30–50% lower than uncoated tool steel.
Tolerance requirements for latching reliability.
The latch mechanism’s functional dimensions must stay within ±0.03–0.05 mm to ensure consistent latching and release. A push button travel of 8–12 mm must release the latch when depressed 3–5 mm. The angle of the latch ramp (typically 30–45 degrees from horizontal) requires a tolerance of ±0.5 degrees. Mold designers achieve this by using hardened steel inserts (58–60 HRC) for the ramp and latch contact surfaces, with EDM (electrical discharge machining) or precision grinding to final shape. Surface finish on the ramp and latch contact areas is typically SPI A-2 (0.025–0.05 µm Ra) to reduce friction. A finish rougher than 0.10 µm Ra increases insertion and release forces by 15–25%, potentially exceeding vehicle manufacturer specifications (e.g., push button force of 15–35 N). For each production batch, buckle assemblies are force-tested using a spring scale: insertion force (latching) and release force (button press) must remain within specified ranges. A mold producing parts that consistently meet these forces can run 500,000–1 million cycles between major maintenance.
Germany as a center for safety-critical buckle molds.
Germany accounts for approximately 30–35% of global automotive buckle mold production by value, concentrated in Baden-Württemberg and North Rhine-Westphalia. Makers such as Roetelmann, Zahoransky, and Foboha supply Tier 1 manufacturers including Autoliv, ZF, and Joyson Safety Systems. German buckle molds emphasize compliance with ECE R16 and Euro NCAP test protocols. For side-impact tests (which apply 15–20 kN to the buckle structure within 50–100 milliseconds), the buckle housing must not fragment. This requires mold designs that eliminate knit lines (weld lines) in load-bearing zones. German mold makers use mold flow simulation to position gates and vents such that knit lines fall outside stress concentration areas. A typical German-made 16-cavity buckle mold (4 components × 4 cavities) costs 2–3 times more than a Chinese-made equivalent but operates at cycle times of 18–22 seconds versus 24–30 seconds, and produces parts with dimensional variation within ±0.03 mm (vs. ±0.07 mm from lower-cost molds). The German buckle mold market grew 2–4% annually between 2019 and 2023, driven by new EV platform launches that require lightweight buckle designs (housing wall thickness reduced from 2.0–2.5 mm to 1.5–1.8 mm). Thin-wall buckle molds require higher injection pressures (180–220 MPa) and faster fill times (0.4–0.7 seconds), demanding mold steels with compressive strength above 1,800 MPa—characteristic of powder metallurgy grades (CPM 10V, Vancron 40).
North American production for heavy-duty truck applications.
The United States and Canada produce 10–12% of global automotive buckle molds, specialized for heavy-duty trucks (Class 6–8 commercial vehicles) and off-road equipment (construction, agriculture). For these vehicles, buckle strength requirements exceed passenger car standards: minimum tensile load of 20,000–25,000 N (versus 15,000 N for passenger cars). Buckle molds for heavy-duty applications use steel with higher toughness (S7, 56–58 HRC) to withstand molding of higher glass-filled nylons (40–50% glass fiber). The higher glass content raises melt viscosity, requiring larger gates (1.5–2.0 mm diameter versus 1.0–1.5 mm for passenger buckles) and higher injection pressures (200–250 MPa). Mold strength analyses often mandate mold plates of 60–75 mm thickness (versus 40–50 mm for passenger molds), increasing mold weight by 30–50%. American buckle mold makers (e.g., Industrial Molds Group, Ameritech Mold) also produce molds for fire-resistant buckles used in military vehicles, where materials are specialty polyamides with halogen-free flame retardants. These materials release corrosive gases (hydrogen chloride, hydrogen bromide) at melt temperatures above 300°C. Mold cavities for these materials require chrome plating (0.01–0.02 mm thickness) to prevent pitting corrosion; uncoated steel cavities show pitting after 50,000–100,000 cycles. Canadian production focuses on winter-application buckles for school buses and snowplows, requiring molds that generate part geometries accommodating gloved-hand operation (push button width 25–30 mm vs. 15–20 mm for standard buckles). These wide-button molds use additional slides (2–4 slides per cavity) to form the enlarged button and its return spring housing.
Recommended Products


 English
English 中文简体
中文简体 русский
русский