2026.06.12
2026.06.12
 News
News
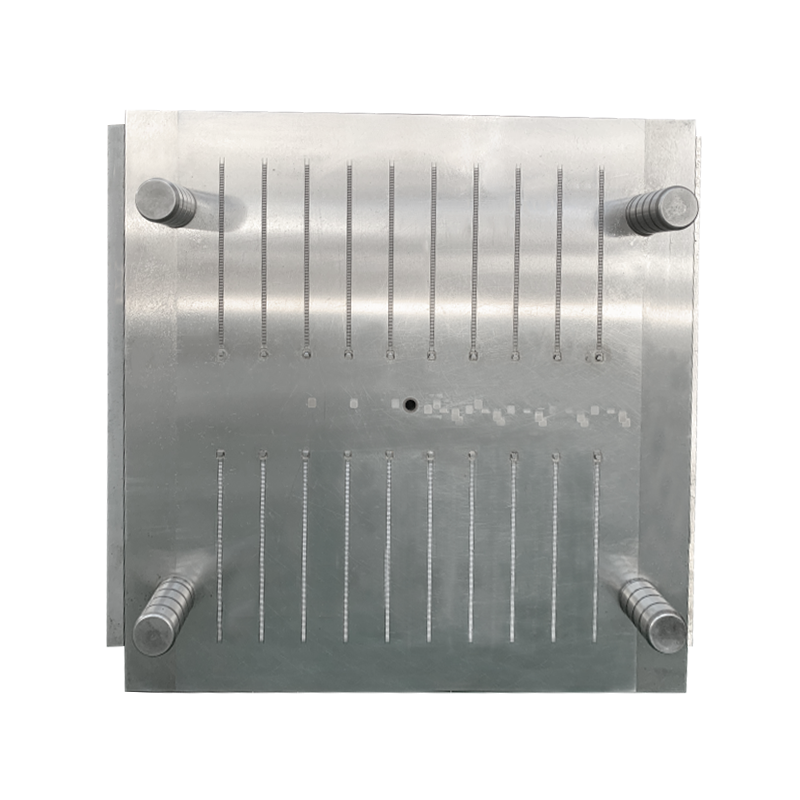
Automotive production environments rely heavily on consistent fastening components, and cable ties are no exception. A small deviation in an Automotive Cable Tie Mold can gradually affect dimensional stability, locking strength, and assembly compatibility. Unlike general plastic tooling, automotive-grade molds operate under tighter tolerances and longer production cycles, often running millions of shots with PA6 or PA66 materials under elevated temperature conditions.
Industry reports and injection molding troubleshooting discussions highlight that precision drift is not a sudden event but a slow accumulation of mechanical, thermal, and material-related stress across the mold system. The challenge is recognizing how subtle shifts in cavity geometry or process balance begin to affect part performance long before visible failure appears.

Automotive cable ties require consistent strap width, tooth spacing, and head geometry to ensure reliable locking in vehicle harness systems. Over time, cavity surfaces experience abrasive contact from glass-filled nylon compounds or reinforced PA66 grades.
Typical wear indicators include:
Even a 0.02–0.05 mm deviation can influence insertion force or pull-out strength in automotive harness assemblies. Once wear begins in the locking geometry, the deformation pattern repeats across every molded cycle, making the issue cumulative rather than immediately visible.
Automotive cable tie molds often run at mold temperatures between 60°C and 90°C, while melt temperatures for nylon materials can exceed 250°C–290°C depending on formulation. This repeated heating and cooling cycle introduces long-term structural fatigue in mold steel.
Common thermal effects include:
Research on nylon injection molding shows that uneven thermal distribution also contributes to internal stress in molded parts, which indirectly increases feedback stress on the mold surface during ejection and packing stages .
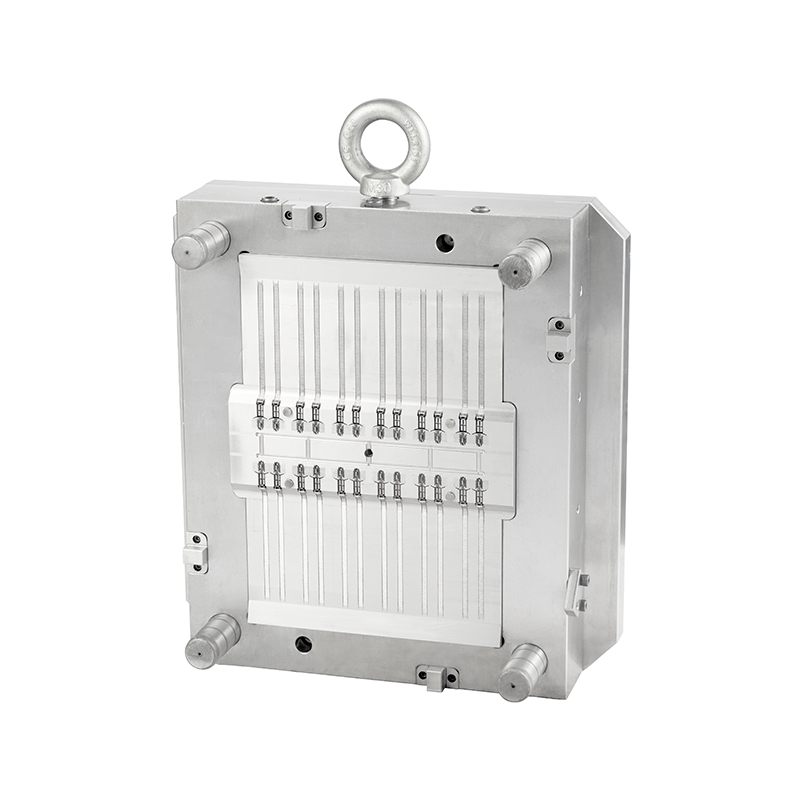
Automotive cable tie molds are often designed with high cavity counts to meet production demand. However, multi-cavity layouts increase the risk of uneven melt distribution.
Observed imbalance patterns include:
Such imbalance does not only affect part quality but also increases localized stress on specific cavities, accelerating uneven wear. Over time, this creates a scenario where some cavities produce stable parts while others degrade faster, reducing overall mold uniformity.
Cable tie parts feature long, flexible straps that tend to stick during demolding. Automotive-grade molds operate at high cycle speeds, which places continuous load on ejector systems.
Common mechanical changes include:
As resistance increases, operators may raise ejection force or speed. While this helps maintain cycle time, it also increases stress on both ejector components and cavity walls, gradually contributing to precision loss.
Nylon materials used in automotive cable ties are hygroscopic, meaning they absorb moisture easily. Improper drying or inconsistent storage conditions can alter melt behavior during injection.
Material-related instability may cause:
Moisture-induced hydrolysis can weaken polymer chains during processing, reducing material consistency and indirectly affecting mold loading conditions . Over time, this creates feedback stress loops where the mold must compensate for fluctuating material behavior.
Automotive cable tie molds often operate under high clamping force. Repeated mechanical load across parting surfaces can gradually deform sealing edges.
Key signs include:
Even microscopic deformation at the parting line can influence sealing integrity. Once this begins, it tends to worsen progressively due to repetitive stress concentration during each cycle.
Not all precision issues originate from physical wear. Production settings often drift over time due to:
These factors can mimic mold wear symptoms such as dimensional variation or locking instability. Distinguishing between process instability and actual tooling degradation becomes essential for preventing unnecessary mold repairs.
Recommended Products


 English
English 中文简体
中文简体 русский
русский