2026.06.26
2026.06.26
 News
News
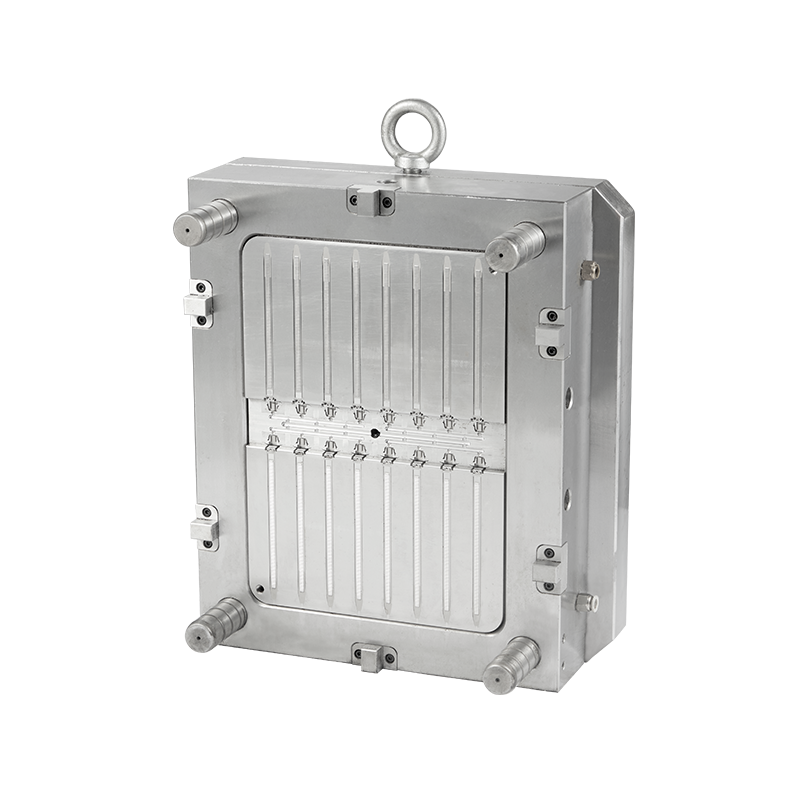
Flashing defects in an Auto Connector Mould often appear as thin unwanted material along parting lines, pin interfaces, or insert boundaries. These defects may look minor at first, yet they often signal deeper issues inside tooling, machine settings, or cavity pressure balance. Automotive connectors are especially sensitive because even slight excess material can interfere with pin engagement, sealing performance, or electrical stability.
Industry defect analysis shows flashing is rarely caused by a single reason. It usually comes from a combination of pressure imbalance, worn sealing surfaces, and unstable process parameters during high-speed injection cycles.

Connector molds operate with high injection pressure due to thin walls and complex multi-pin structures. Once cavity pressure exceeds the machine’s effective locking capacity, molten resin escapes through micro-gaps.
Key indicators include:
Technical references confirm that insufficient clamping force allows mold separation at microscopic levels, enabling material leakage even before full solidification occurs .
In automotive connector production, this issue becomes more visible because cavity layouts are dense and pressure distribution is rarely uniform across all pin sections.
Over time, the sealing surface between mold halves can lose perfect contact. Even tiny contaminants such as resin residue or dust can prevent full closure.
Common causes include:
When sealing integrity drops, molten plastic naturally flows into the gap, forming flash along the outer contour. Studies on injection molding defects highlight parting line mismatch as one of the most frequent mechanical origins of flashing defects.
In connector molds, this effect is amplified because shut-off areas are often smaller and more complex than in general plastic parts.
Automotive connector production prioritizes short cycle times. High-speed filling can unintentionally raise cavity pressure beyond design limits.
This often results in:
Excess injection pressure is consistently identified as a major trigger for flash formation because molten plastic follows the path of least resistance once sealing force is exceeded .
Even small increases in screw speed or holding pressure can shift the balance enough to create visible defects.
Connector molds require precise venting due to complex geometry and multiple deep cavities. Poor vent design or blockage can trap air inside the mold.
This leads to:
When trapped air cannot escape, internal pressure rises and pushes molten material into parting line micro-gaps. This mechanism is often underestimated because symptoms appear similar to pressure or clamping issues.
Connector molds often contain multiple steel inserts and core pins assembled into a single mold base. Each component expands at different rates under heat.
This creates:
As mold temperature increases, small geometric shifts can open pathways for material leakage. Once cooling stabilizes, the issue may disappear temporarily, making diagnosis more difficult.
Many automotive connector molds use multi-cavity hot runner systems. Uneven flow distribution between cavities can create localized overpressure zones.
Typical effects include:
Industry discussions on high-precision molding show that rheological imbalance can cause certain cavities to experience higher melt temperature and lower viscosity, increasing flash risk in those regions.
Precision alignment depends on guide pins, bushings, and locking blocks. Continuous cycling gradually increases clearance in these components.
Consequences include:
Once alignment accuracy drops, even normal injection pressure can produce flash because the mold no longer closes with uniform force distribution.
Not every flashing issue originates from the mold itself. Process fluctuations can mimic mechanical failure.
Common contributors include:
These variations may cause intermittent flash that appears only under specific conditions, making troubleshooting more complex.
Recommended Products


 English
English 中文简体
中文简体 русский
русский