2026.03.06
2026.03.06
 News
News
Cable ties are widely used fastening components made primarily from nylon or similar engineering plastics. Their production relies on injection molding processes, and the quality of the cable tie largely depends on the design and manufacturing of the cable tie mold. Different mold types, production methods, and structural considerations directly influence the performance, strength, and durability of the final product.
Cable tie molds can be categorized based on cavity number, structural design, automation level, and runner system configuration.
Single-Cavity Mold
Produces one cable tie per injection cycle
Suitable for prototype development or low-volume production
Easier to maintain and adjust
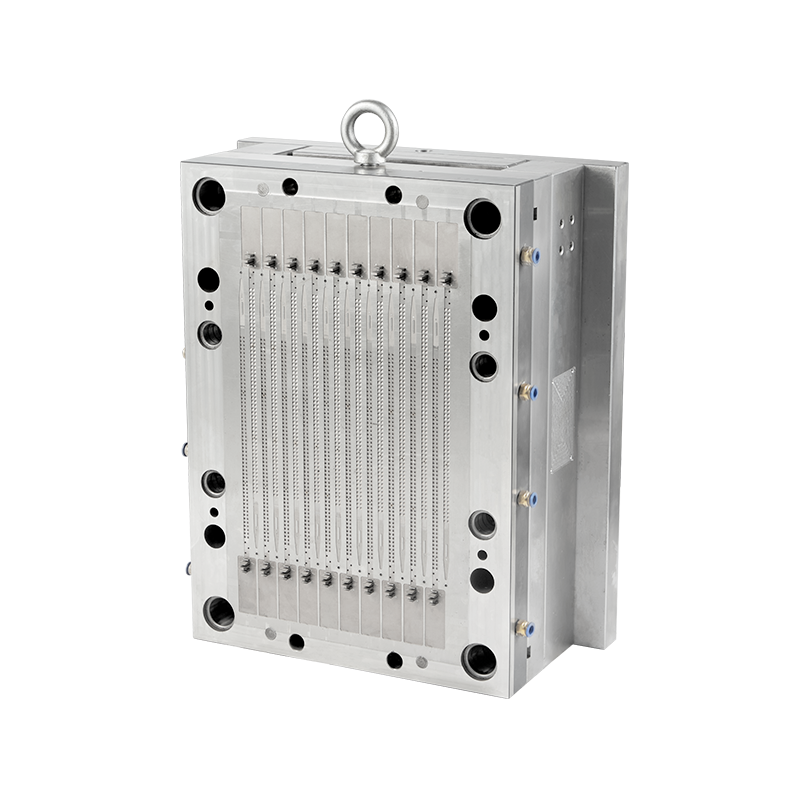
Multi-Cavity Mold
Produces multiple cable ties per cycle
Common configurations range from 16 to over 128 cavities
Increases production efficiency for large-scale manufacturing
Cold Runner Mold
Uses conventional runner channels
Requires trimming of runner waste after molding
Lower initial tooling cost
Hot Runner Mold
Incorporates heated manifolds to maintain molten material flow
Reduces material waste
Supports consistent filling across multiple cavities
Two-Plate Mold
Basic mold structure with one parting surface
Common in standard cable tie production
Three-Plate Mold
Includes an additional plate for automated part separation
Improves cycle automation in high-volume lines
Fully Automatic Cable Tie Mold
Integrated with automatic stripping and cutting mechanisms
Designed for continuous, unattended production
Each mold type is selected according to production volume, cost considerations, and required automation level.
The manufacturing of cable tie molds involves precision engineering and controlled machining processes. The following stages outline the general procedure.
Mold Design and Engineering
Engineers use computer-aided design (CAD) software to create a detailed 3D model of the cable tie and mold cavity. Flow analysis software may be applied to simulate molten plastic filling patterns, ensuring balanced cavity pressure and reducing defects such as short shots or warping.
Material Selection
Mold components are typically made from hardened tool steels such as P20, H13, or S136. These materials provide wear resistance and dimensional stability under repeated injection cycles. The selection depends on expected production volume and material type, often nylon 6 or nylon 66.
Precision Machining
CNC milling, electrical discharge machining (EDM), and wire cutting processes are used to create the mold cavity, core, and runner systems. Because cable ties include fine features such as teeth and locking heads, high-precision machining is required to maintain dimensional accuracy.
Heat Treatment and Surface Finishing
After machining, mold components undergo heat treatment to increase hardness. Surface polishing ensures smooth cavity walls, which helps reduce friction during part ejection and improves the surface quality of finished cable ties.
Assembly and Testing
All mold components are assembled, including ejector systems and cooling channels. Trial injection runs are conducted to verify dimensional consistency and cycle stability. Adjustments are made if necessary before full-scale production begins.
Precise Tooth Geometry
The locking mechanism of a cable tie depends on accurately formed teeth. Proper mold cavity design ensures consistent tooth spacing and depth, which improves locking engagement strength.
Uniform Material Flow
Balanced runner systems distribute molten nylon evenly across all cavities. Uniform filling reduces internal stress concentration, which can otherwise weaken the finished tie.
Optimized Cooling Channels
Efficient cooling design maintains consistent shrinkage rates. Controlled cooling prevents internal voids or warping that may compromise tensile strength.
Accurate Head Structure Formation
The locking head contains a pawl that engages with the strap teeth. Mold precision ensures proper alignment between the strap and locking mechanism, supporting repeated fastening performance.
Surface Finish Quality
Smooth cavity surfaces reduce micro-defects on the molded part. Surface imperfections can serve as stress concentration points that reduce durability under load.
Material Compatibility
Mold design must match the shrinkage characteristics of nylon. Correct cavity compensation ensures dimensional accuracy, maintaining structural integrity during load application.
Consistent Dimensional Tolerance
High-precision machining maintains consistent cross-sectional thickness. Uniform thickness contributes to predictable tensile strength and bending resistance.
Through careful design and manufacturing, cable tie molds directly influence mechanical performance. Properly engineered molds enable the consistent production of cable ties capable of maintaining load-bearing capacity and environmental resistance.
Recommended Products


 English
English 中文简体
中文简体 русский
русский