2026.03.13
2026.03.13
 News
News
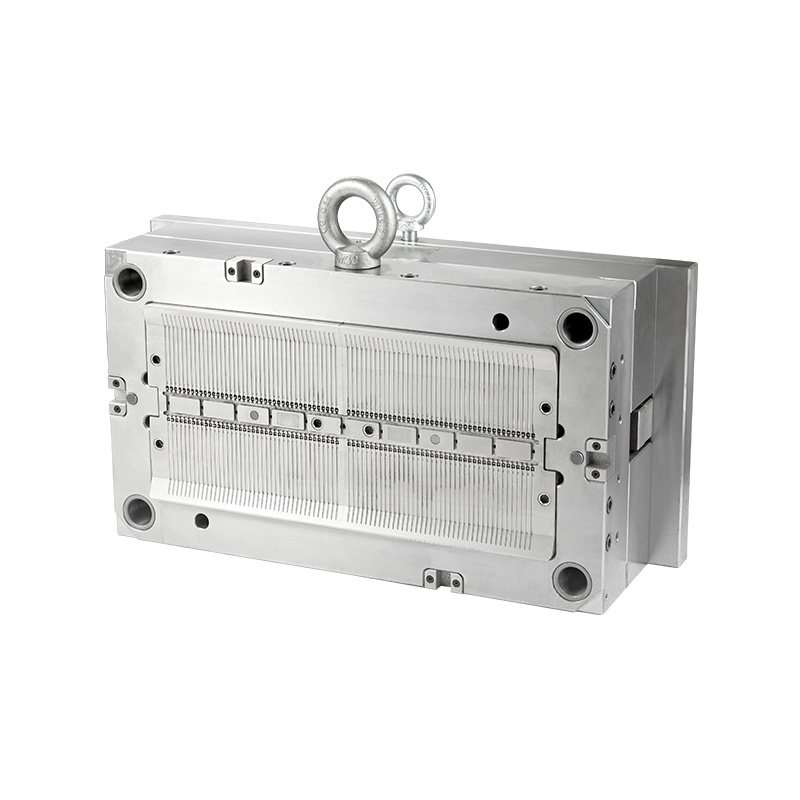
PP seal cable tie molds are precision injection molds developed to produce one-piece sealing ties with integrated locking heads and identification areas. Because polypropylene has different shrinkage and flow characteristics compared to nylon, mold design must accommodate its material behavior.

The main structural elements of a PP seal cable tie mold are summarized below:
|
Mold Component |
Function Description |
|
Cavity and Core |
Form the strap, locking head, and tag area |
|
Runner System |
Direct molten PP into cavities |
|
Gate Design |
Control flow entry and reduce weld lines |
|
Cooling Channels |
Regulate temperature for uniform shrinkage |
|
Ejector System |
Remove molded parts without deformation |
|
Alignment Pins and Bushes |
Maintain cavity positioning accuracy |
The cavity design must ensure accurate formation of the locking mechanism. Since PP seal ties often rely on tamper-evident features, such as breakable locking tabs, dimensional precision is necessary to maintain consistent function.
Cooling system design is particularly important. Polypropylene generally has a shrinkage rate ranging from approximately 1.0% to 2.5%, depending on grade and processing conditions. Uniform cooling helps reduce warping, especially in long strap sections.
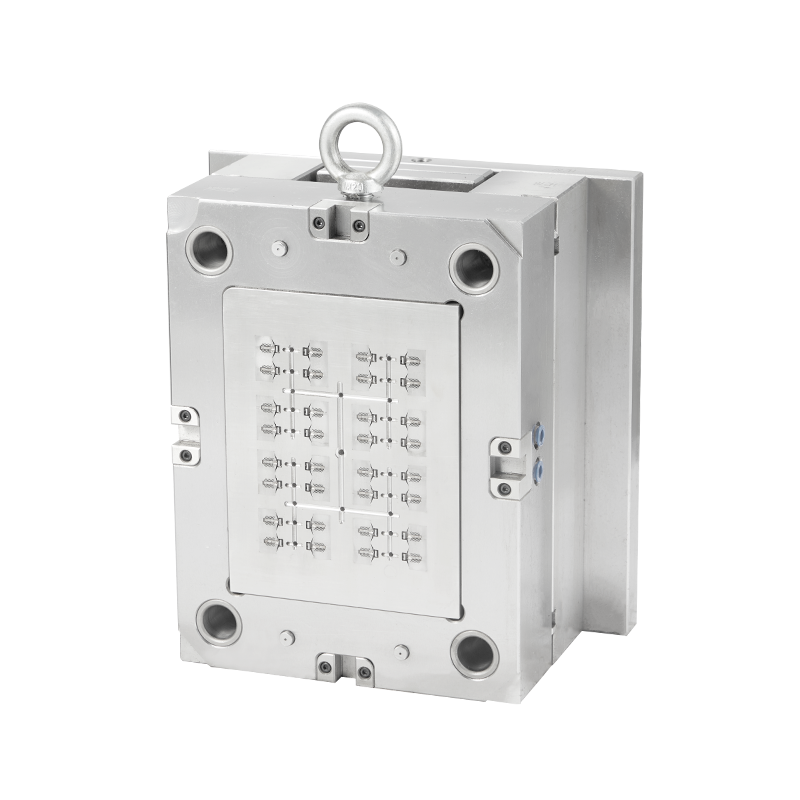
Multi-cavity mold configurations are common in high-volume production. Balanced runner systems ensure even material distribution across all cavities, preventing inconsistent part weight or strength.
Manufacturing of the mold typically involves CNC machining, electrical discharge machining (EDM), polishing, heat treatment, and assembly. Proper surface finishing improves part release and reduces friction during ejection.
Through careful structural planning and controlled machining, PP seal cable tie molds enable stable production of secure and dimensionally consistent sealing products.
Material Compatibility and Shrinkage Control
When selecting a mold, compatibility with polypropylene grades is essential. Different PP formulations, such as homopolymer or copolymer variants, have varying melt flow rates and shrinkage behavior. The mold cavity must compensate for shrinkage to maintain final dimensional accuracy. Incorrect shrinkage allowance can affect strap thickness or locking engagement.
Cavity Number and Production Capacity
The number of cavities directly influences output volume. Single-cavity molds are suitable for testing or limited production, while multi-cavity molds support continuous manufacturing. However, increasing cavity count requires precise runner balancing to maintain uniform pressure and filling time.
Locking Mechanism Precision
PP seal cable ties often incorporate tamper-indicating features. The mold must precisely form thin breakable sections without causing premature fracture during ejection. This requires accurate control of cavity depth and edge finishing.
Cooling and Cycle Efficiency
Efficient cooling design reduces cycle time and stabilizes part dimensions. Manufacturers should evaluate cooling channel layout and heat dissipation capacity, especially for long strap sections that may deform if unevenly cooled.
Evaluating these technical parameters ensures that the mold aligns with production targets and product performance standards.
Mold Steel Selection and Durability
Tool steel grade influences wear resistance and lifespan. For high-output operations, hardened steels such as H13 or S136 may provide extended durability. Material selection affects maintenance frequency and long-term operational cost.
Automation Compatibility
Modern PP seal cable tie production lines often integrate automatic stripping and cutting systems. The mold must support automated demolding without damaging thin locking features. Compatibility with robotic extraction or conveyor systems can improve workflow efficiency.
Maintenance Accessibility
Molds designed with modular components allow easier replacement of worn cavities or inserts. This reduces downtime during maintenance. Accessibility to runner channels and ejector mechanisms is also important for cleaning and inspection.
Cost and Return on Investment
Initial mold cost varies based on cavity count, material quality, and structural complexity. A balance between upfront tooling investment and expected production volume should be considered. High-volume manufacturers may justify multi-cavity hot runner molds, while smaller operations may select simpler cold runner systems.
Careful evaluation of these operational and economic factors supports informed mold selection decisions.
Recommended Products


 English
English 中文简体
中文简体 русский
русский