2026.03.24
2026.03.24
 News
News
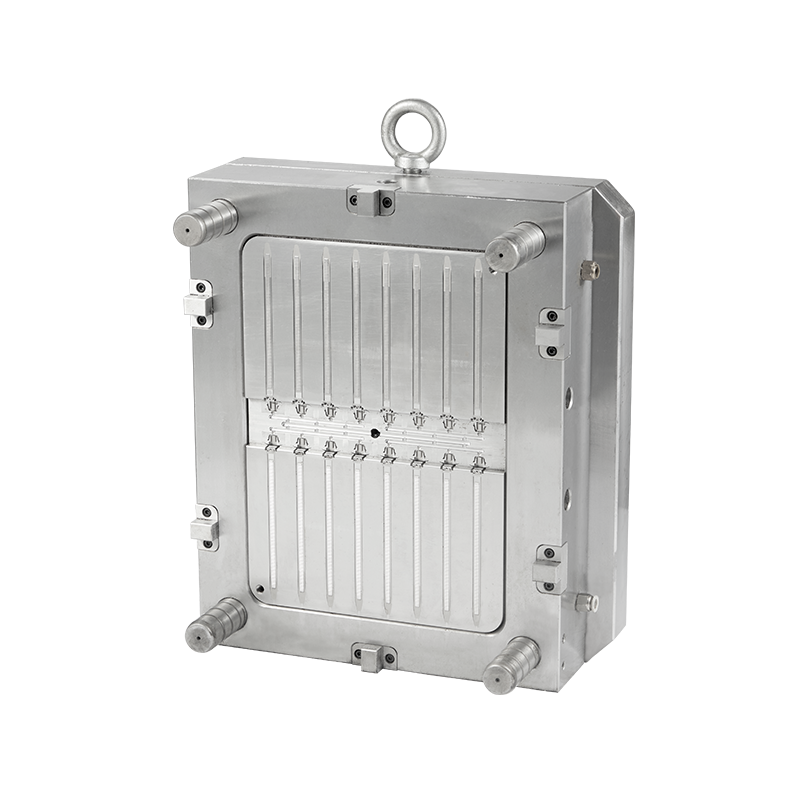
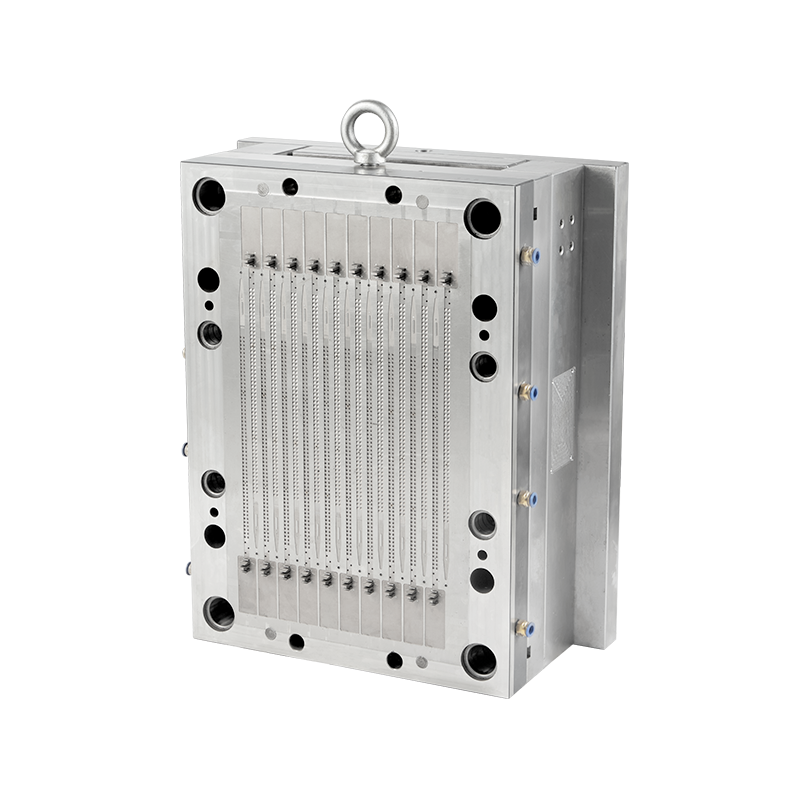
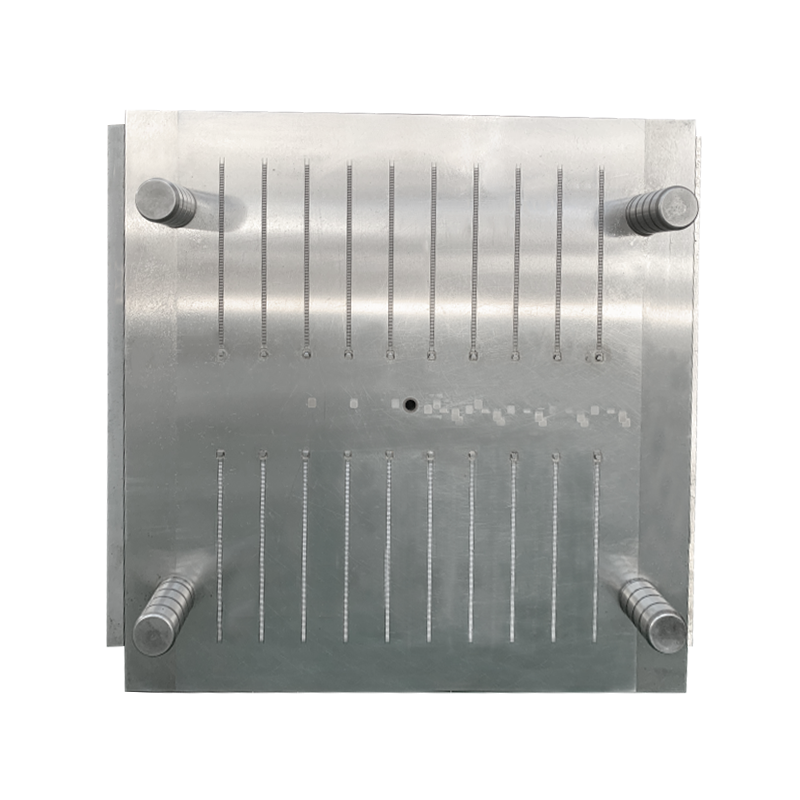
The mold used for nylon cable ties is a precision tool consisting of multiple components, including cavities, cores, and a complex slider or rack-and-pinion mechanism to form the integral pawl (the locking teeth inside the head) and the gear rack along the strap. Damage to any part of this mold has immediate and cascading consequences for the production process.

Production of Defective Parts: The direct result of mold damage is the production of non-conforming parts. A scratch or nick in the cavity will transfer to every cable tie molded, resulting in flash (excess plastic) or dimensional inaccuracies. Damage to the delicate features that form the locking mechanism—such as the pawl or the teeth on the strap—will render the tie unusable, as it will not lock properly or hold its tension.
Increased Cycle Times: Damage can cause parts to stick in the mold, preventing them from ejecting cleanly. This may require the operator to remove stuck parts manually, increasing the machine cycle time and reducing overall productivity. In severe cases, a stuck part can lead to the mold being crushed when it closes, causing further and more extensive damage.
Higher Scrap Rates: As damaged molds produce a higher percentage of defective parts, the scrap rate increases. This leads to wasted raw material (nylon resin) and wasted energy, directly increasing the manufacturing cost per good part. The scrap may sometimes be reground and reused, but this adds processing step.
Unplanned Downtime: When damage is discovered, the production line must be stopped. The mold must be removed from the injection molding machine for inspection and repair. This unplanned downtime halts cable tie production and can disrupt downstream assembly operations that depend on a steady supply.
Costly Repairs: Repairing a damaged mold is often expensive and time-consuming. Simple surface damage may be addressed by polishing or spotting. However, damage to critical components like the rack-and-pinion mechanism or a cracked cavity may require welding and re-machining, or even the fabrication of a new insert. In some cases, the damage may be irreparable, necessitating the creation of an entirely new mold base, which represents a significant capital expense.
Potential for Secondary Damage: Operating a mold with minor damage can lead to more severe problems. For example, a small amount of flash can prevent the mold from closing fully, putting excessive stress on the toggle mechanism or tie bars of the injection molding machine, potentially leading to machine damage as well.
Maintaining a nylon cable tie mold in optimal condition requires a systematic approach, combining routine cleaning with periodic inspections. The goal is to prevent damage, ensure consistent part quality, and maximize the mold's operational lifespan.
Routine Cleaning and Inspection
After each production run, or at regularly scheduled intervals, the mold should be removed from the press and thoroughly cleaned. This involves using mold cleaners to remove residual nylon, release agents, and any accumulated gases. During cleaning, a visual inspection should be conducted. The operator or technician should look for signs of wear on moving components like the rack and pinion, slides, and ejector pins. The cavity surfaces should be examined for any deposits, minor scratches, or early signs of corrosion. All water lines used for cooling should be flushed to prevent mineral buildup, which can reduce cooling efficiency and lead to inconsistent cycle times.
Lubrication of Moving Parts
The sliding mechanisms that form the locking features of the cable tie—typically racks, pinions, and slides—require regular lubrication. High-temperature grease, appropriate for use with nylon and mold steels, should be applied to these components. Proper lubrication reduces friction, prevents galling (where metal surfaces adhere to each other), and ensures smooth, reliable movement. Insufficient lubrication is a common cause of sticking mechanisms and subsequent mold damage.
Preventative Maintenance and Repair
A formal preventative maintenance schedule should include more detailed inspections. This may involve checking the alignment of mold halves, verifying the function of the ejection system, and measuring critical dimensions of the mold to ensure they remain within specification. Ejector pins, which can wear over time, should be checked for length and fit, and replaced as needed. If minor damage is detected, such as a small area of wear on a cavity, it should be addressed promptly through polishing or minor welding before it can worsen. This proactive approach is generally less costly than major repairs after a failure.
Storage and Handling
Proper storage practices contribute significantly to mold longevity. When not in use, the mold should be coated with a rust preventative, especially if it will be stored for an extended period. It should be stored in a clean, dry environment, ideally on a rack or stand that protects it from impacts and moisture. All mating surfaces should be protected, and the mold should be stored closed to protect the delicate cavity details from damage and contamination.
Yes, nylon cable tie molds can be customized, and this is a common practice in the industry to meet specific application requirements or to create a distinctive product. Standard cable ties are produced in high volumes with generic dimensions, but many applications call for variations that only a customized mold can provide efficiently. The customization can occur at several levels, from the overall geometry of the tie to the specific text molded onto its surface.
One of the most frequent customizations is the overall dimensions of the cable tie. This includes varying the length, width, and thickness of the strap, as well as the size and shape of the head. For example, a manufacturer might require an extra-long tie for bundling large-diameter cables, or a very narrow tie for use in tight electronic assemblies. A customized mold allows these specific dimensional requirements to be met without relying on secondary operations or multiple ties.
The design of the pawl inside the head and the teeth along the strap determines the tie's tensile strength and its release characteristics. Some applications may require a tie with a very high minimum loop tensile strength, which can be achieved by modifying the geometry of these locking features. Others may require a releasable tie, which necessitates a different mechanism altogether, and this would be designed directly into the mold.
Customization also extends to the physical markings on the tie. Molds can be engraved or fitted with interchangeable inserts to add text, logos, part numbers, or manufacturer identification directly onto the surface of the cable tie during the molding process. This is an efficient way to incorporate branding or traceability information without an additional printing or labeling step. The material of the mold itself can also be customized; for highly abrasive, glass-filled nylon compounds, the mold may be built with harder, more wear-resistant steels in critical areas to ensure an acceptable production life. While designing and fabricating a customized mold requires a larger initial investment than purchasing a standard, off-the-shelf mold, it provides the manufacturer with a product tailored exactly to the end-use requirements and can be more economical than modifying standard ties after production.
Recommended Products


 English
English 中文简体
中文简体 русский
русский