2026.01.28
2026.01.28
 News
News
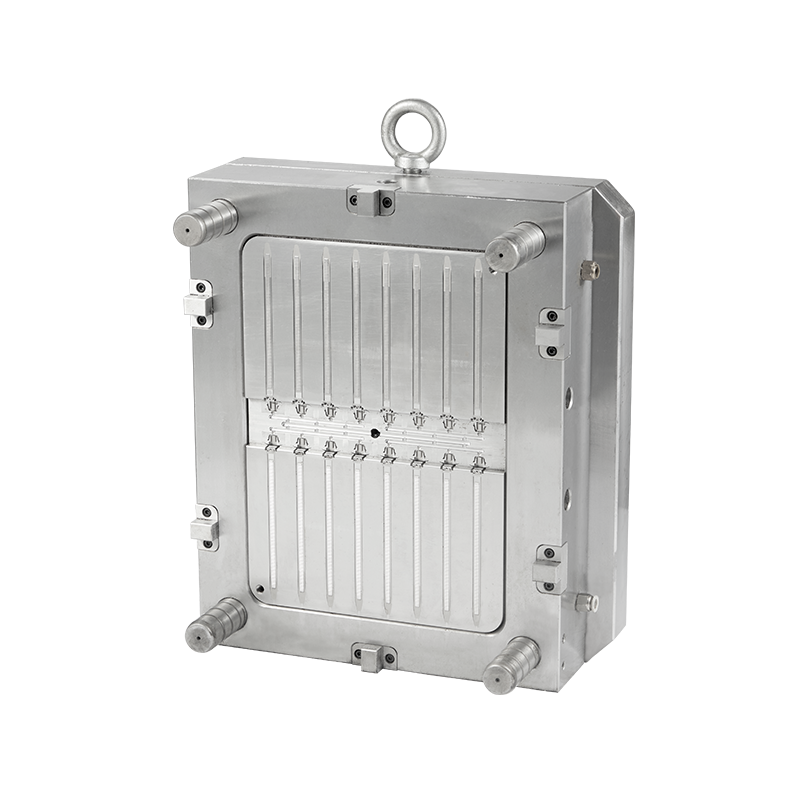
The cable tie mold is a specialized tool in injection molding responsible for mass-producing cable ties, which are ubiquitous fastening devices. This mold must reliably form the precise ratchet teeth, head latch mechanism, and strap of the tie over millions of cycles. Its effectiveness and longevity are determined by the materials selected for its construction and the methodologies employed in its creation and use. The manufacturing process focuses on building the mold itself, while the production process involves using the mold to manufacture cable ties. Each phase presents distinct technical considerations.

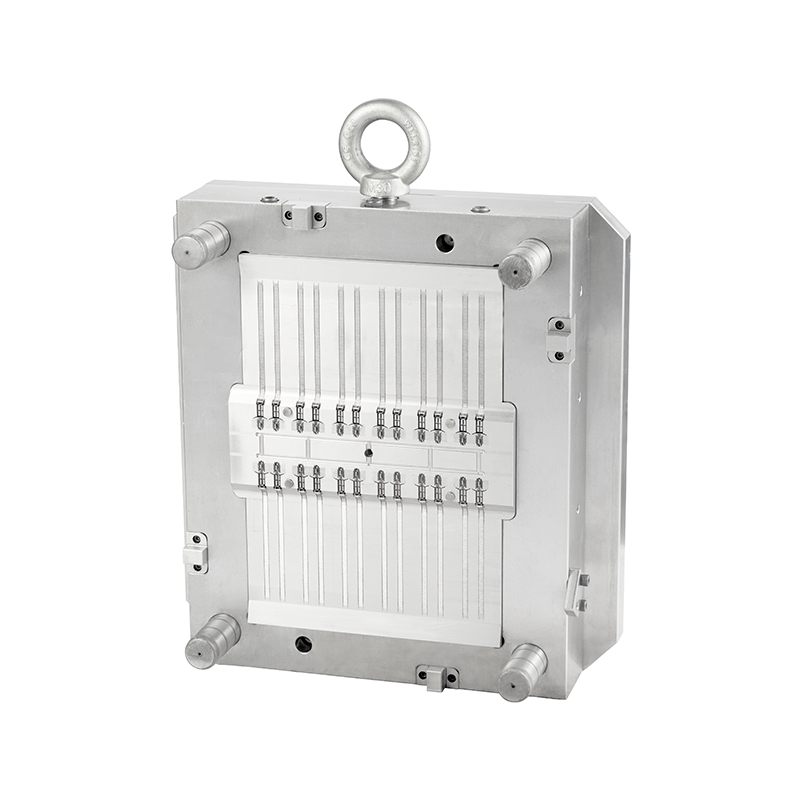
The selection and treatment of mold materials directly influence its durability, part quality, and maintenance costs. The most critical components are the cavity and core inserts, which form the intricate features of the cable tie. These are typically made from pre-hardened or through-hardened tool steels, such as P20, H13, or stainless steel grades. The primary material issue is wear and abrasion. The fine teeth of the cable tie and the delicate pawl inside the locking head are formed by precision details in the steel. During injection, abrasive fillers in the nylon (such as glass fibers in some grades) constantly erode these fine edges. Over time, this wear can cause rounded teeth or a poorly functioning latch, leading to part failure. Another significant issue is corrosion. While many plastics are not corrosive, moisture in the material or from the environment, combined with certain polymer additives, can attack uncoated steel surfaces, leading to pitting and surface degradation. This compromises the part's surface finish and can increase ejection friction. To combat these issues, surface treatments are often applied. Nitriding or chrome plating are common solutions; they create a hard, wear-resistant surface layer that also provides some corrosion resistance, thereby extending the mold's service life between refurbishments.
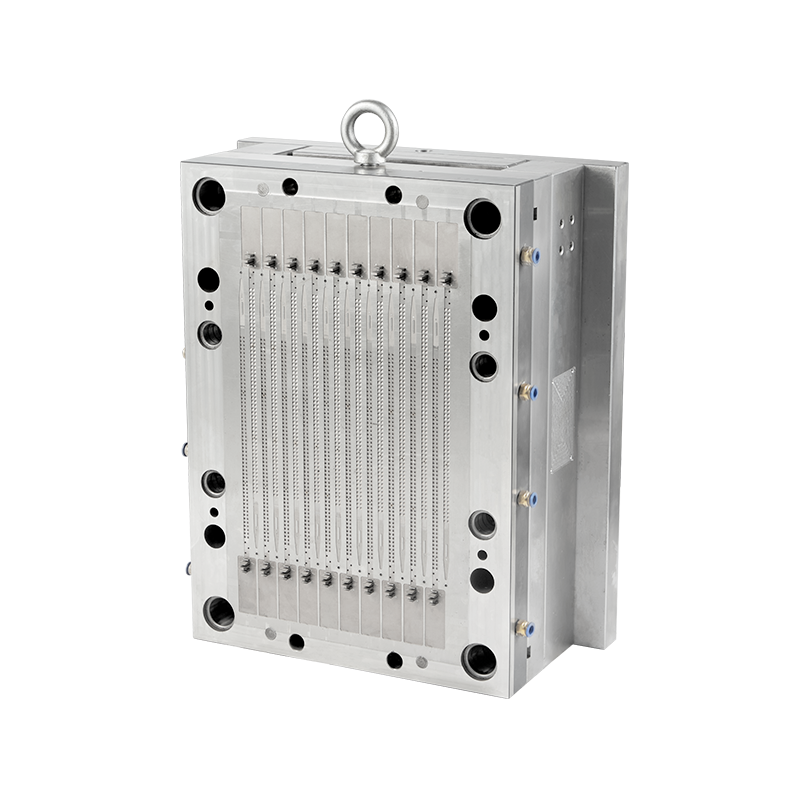
The manufacturing of the mold is a multi-step process of precision machining and assembly. It begins with design and material selection, where the mold is engineered, often with multi-cavity layouts (32, 64, or more cavities) for high-volume output. The selected steel blocks for the cavity and core are then subjected to rough machining via CNC milling to establish the basic shapes. The most critical stage is fine machining and detailing. The intricate ratchet teeth and head geometry are typically created using Electrical Discharge Machining (EDM). In this process, an electrode with the inverse shape of the desired feature is used to erode the steel with electrical sparks, allowing for the creation of sharp, detailed internal corners that milling cannot achieve. Following this, the components undergo heat treatment if a through-hardened steel is used, to achieve the desired core hardness. They are then finished through precision grinding to achieve flatness and exact dimensions, and often polished in critical areas to ensure clean part release. Finally, the mold is assembled by fitting the inserts into a standardized mold base, integrating the ejection system (pins to push out the ties), cooling channels, and the runner system that delivers plastic to each cavity. A final trial run validates the mold's function before it is released for production.
This refers to the operational cycle of using the finished mold in an injection molding machine to produce cable ties. The process is continuous and automated. A typical cycle begins with the mold clamping shut under high pressure. Molten nylon (usually PA66 or PA6) is then injected at high speed into the mold cavities through a runner system, filling the cavity of each tie and its locking head. The material is held under pressure for a brief moment (packing) to compensate for shrinkage as it begins to cool. Cooling is the longest phase; the plastic solidifies as coolant (usually water) circulates through channels in the mold. Once solidified, the mold opens, and the ejection system advances, pushing the entire "tree" of ties (still connected by the runner) out of the cavities. An automated robot or mechanism then removes this tree from the mold. The ties are subsequently degated, where they are separated from the runner system, often in a secondary operation. The runners are typically reground into pellets and mixed with virgin material for reuse. Throughout the production run, parameters such as injection speed, pressure, mold temperature, and cooling time are closely monitored and controlled to ensure dimensional consistency and mechanical strength of every cable tie. The mold itself requires periodic maintenance, including cleaning of vents and lubrication of moving parts, to sustain this high-cycle production.
Recommended Products


 English
English 中文简体
中文简体 русский
русский