2026.05.08
2026.05.08
 News
News
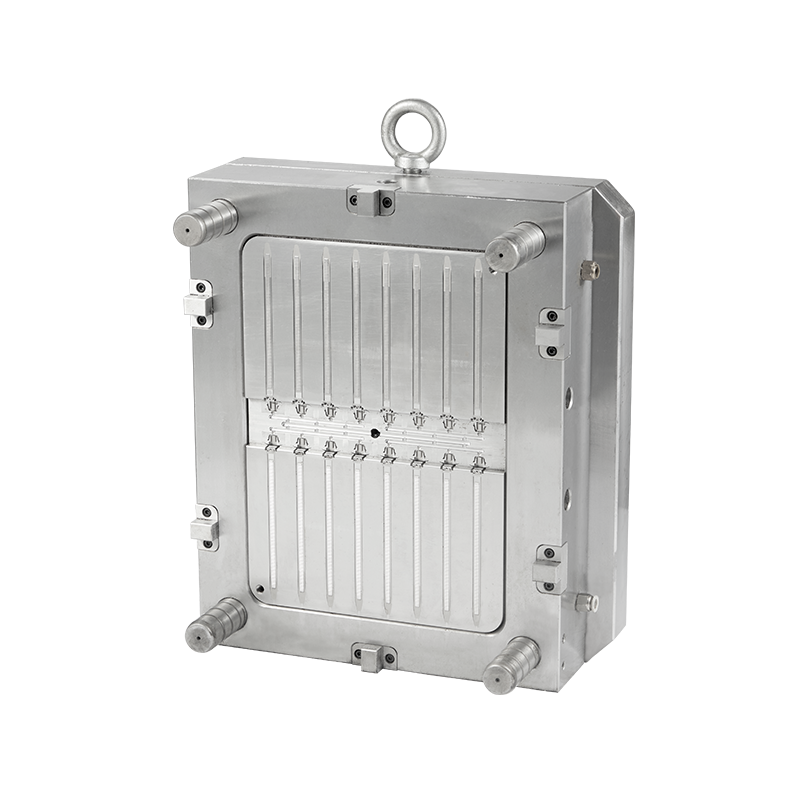
Parts that come out of spec. Assembly fits that were fine in prototyping but fail on the production floor. Dimensional variation that appears to be random but traces back, consistently, to the mold itself. These are the problems that surface when dimensional accuracy is not engineered into the tooling from the start. For manufacturers producing high-tolerance plastic components — particularly in automotive and precision engineering applications — the difference between a standard injection mold and a Plastic Precision Mold is not marginal. It determines whether parts are within specification on every cycle or whether variation accumulates into a quality and cost problem that no downstream process can fix.
A Plastic Precision Mold is not simply a well-made mold. It is a tooling system engineered to control every variable that influences whether the plastic part produced matches the design intent — dimensionally, geometrically, and repeatedly across high production volumes.

The defining characteristics:
Each of these factors interacts with the others. A mold that controls cavity geometry well but distributes cooling unevenly will still produce dimensionally inconsistent parts — because the variation is coming from differential shrinkage, not from machining error.
Standard injection molds are built to produce functional parts within general engineering tolerances. For many applications, that is sufficient. For precision applications — where parts must interface with other precisely dimensioned components, maintain sealing geometry, or fit into assemblies with no adjustment — standard mold tolerances introduce variation that accumulates into fit and function failures.
The issue is not individual errors but the way they stack. A small machining variation in the cavity, combined with minor parting line mismatch, combined with non-uniform cooling, can produce a part that is within general tolerance at each source of variation but outside the allowable window for the final dimension.
Plastic shrinks as it cools after injection. The amount of shrinkage depends on the material, wall thickness, cooling rate, and packing pressure — all of which vary to some degree in production. Standard molds account for average shrinkage, which means parts produced at the edges of those process variable ranges will shrink differently from parts produced at the center.
A Plastic Precision Mold treats shrinkage not as a single compensation value but as a range that needs to be controlled. Cavity geometry, cooling design, and process parameter windows are developed together so that the variation in shrinkage across the production range falls within the allowable dimensional tolerance.
The starting point for dimensional accuracy is the cavity itself. High-precision molds are machined using equipment capable of holding tight form tolerances, with surface finishes that are consistent with the functional requirements of the part. Tool path programming, cutting parameters, and inspection protocols are all part of achieving cavity geometry that is repeatable from mold build to mold build.
Inspection of cavity geometry does not end after initial machining. Precision molds are measured and verified at multiple stages during manufacture, and critical dimensions are confirmed against part requirements before the mold enters production trials.
Shrinkage compensation is among the more technically demanding aspects of precision mold design. The compensation applied to any given dimension depends on:
For complex parts, different sections of the same cavity may require different compensation values. Getting this right requires both simulation-based analysis and empirical validation through sampling and measurement.
Uniform cooling is a precision requirement, not just a cycle time consideration. When different regions of a part cool at different rates, they shrink at different rates — producing warpage, dimensional variation, and residual stress. Precision molds use calculated cooling channel layouts that minimize temperature differentials across the cavity surface.
Conformal cooling, where channels follow the contour of the cavity rather than running as straight drills, is increasingly used in high-precision applications. The closer a cooling channel can be positioned to the cavity surface, the more responsive it is — and the more uniform the temperature distribution it produces.
Every time a mold opens and closes, the two halves must return to exactly the same relative position. In precision molds, alignment is achieved through precision-ground guide pins and bushings with interference fits that eliminate the play that accumulates in standard tooling over production cycles. Tiebar and clamping system alignment on the press is equally important — mold precision is limited by the press it runs in.
Parting line geometry directly affects dimensions that cross the parting plane. Flash at the parting line adds material; mismatch shifts the position of features. Both are controlled through precise mold construction and regular maintenance.
Dimensional repeatability over millions of cycles requires tooling materials that maintain their geometry under repeated thermal and mechanical loading. Precision molds use high-performance tool steels selected for hardness, wear resistance, and dimensional stability under cyclic thermal stress.
Heat treatment processes are equally important. Properly hardened and stress-relieved steel holds its geometry through the temperature cycles of production. Inadequately treated steel develops dimensional drift as internal stresses relax over time — producing gradual shift in part dimensions that is difficult to diagnose because the change is slow.
A precision mold is a system that includes the process running in it. The same mold can produce dimensionally consistent or inconsistent parts depending on whether injection temperature, pack pressure, cooling time, and cycle time are held within the windows the mold was designed for.
Process development for precision applications involves establishing the parameter windows within which dimensional targets are met, and then controlling those windows in production. Statistical process control on key dimensions provides early warning of drift before parts go out of specification.
Multi-cavity molds introduce an additional dimension of precision challenge. Parts from different cavities will not be identical unless the mold is balanced — both in terms of flow path geometry and cooling efficiency. Cavity-to-cavity dimensional variation in unbalanced molds is a common source of specification failures in high-volume production.
Precision multi-cavity molds are designed with balanced runner systems and matched cooling circuits. Individual cavity dimensions are verified to confirm that compensation and geometry are consistent across the tool before it enters production.
Different applications place different emphasis on which dimensions are critical and which sources of variation must be prioritized.
| Application | Critical Dimension Type | Primary Control Factor |
|---|---|---|
| Automotive connectors | Mating features, pin locations | Cavity machining accuracy, parting line control |
| Interior trim panels | Surface flatness, assembly gaps | Cooling uniformity, warpage control |
| Structural brackets | Wall thickness, hole positions | Shrinkage compensation, material selection |
| Sealing components | Bore diameter, sealing face geometry | Cavity geometry, process window stability |
| Optical components | Surface form, lens geometry | High-polish cavity finish, thermal uniformity |
Each application type requires emphasis on different precision disciplines, but all share the requirement for controlled shrinkage and cavity accuracy as foundational elements.
Thin sections cool faster than thick sections. When both are present in the same part, the differential cooling creates differential shrinkage that produces warpage and dimensional variation that cannot be corrected by a single compensation value. Precision molds for parts with thin-wall geometry use cooling circuits designed to even out the cooling rate between thick and thin regions.
Fill analysis during mold design identifies where thin-wall sections will freeze off early in the cycle and what effect this has on dimensional behavior across the rest of the part.
Deep cores and cavities create cooling challenges because the tool steel between the cavity surface and the nearest cooling channel is thicker — and therefore slower to respond to temperature changes. Precision tooling for deep features often uses cooling inserts or bubbler circuits positioned close to the core tip to control temperature where standard straight-line channels cannot reach effectively.
Where and how plastic enters the cavity affects how it flows, where it packs, and how it shrinks. Gate location is a precision design decision, not just a convenience. Poorly placed gates produce non-uniform packing, which causes non-uniform shrinkage, which produces dimensional variation that has nothing to do with mold machining accuracy.
Precision mold design uses simulation to evaluate gate location options and select the placement that produces a dimensionally stable fill and pack pattern for the specific part geometry.
For engineering and procurement teams selecting a precision mold manufacturer, the evaluation criteria go beyond quoted tolerances:
Machining capability — what equipment is in use, and what tolerances are consistently achieved in production rather than in best-case conditions
Metrology infrastructure — how cavity dimensions are measured and verified, and whether the supplier can provide dimensional reports against customer specifications
Steel selection and heat treatment documentation — what materials are used for core and cavity inserts, and how heat treatment is confirmed
Cooling design approach — whether the supplier designs cooling as a precision system or applies standard channel layouts
Trial and validation process — how the mold is sampled, what measurement protocol is used, and how deviations are managed before production approval
Volume capability and lead time — whether the supplier can support production launch timing and ramp-up requirements
A Plastic Precision Mold that consistently holds dimensional tolerances across production volumes is the product of deliberate engineering decisions made at every stage of design, manufacture, and validation. The tolerances achieved in production are determined by the quality of those decisions — not by the tolerance values written on a drawing.
For manufacturers sourcing tooling for high-precision plastic parts — whether for automotive assemblies, structural components, or interference-fit applications — working with a supplier who treats dimensional accuracy as an engineering discipline rather than a machining output makes a measurable difference. Yueqing Huangrong Mold Co, Ltd. specializes in precision injection mold manufacturing with engineering capability covering cavity design, shrinkage compensation, cooling system development, and full dimensional validation, and provides technical consultation, tooling proposals, and validation documentation for projects from early design review through production release.
Recommended Products


 English
English 中文简体
中文简体 русский
русский