2025.10.24
2025.10.24
 News
News
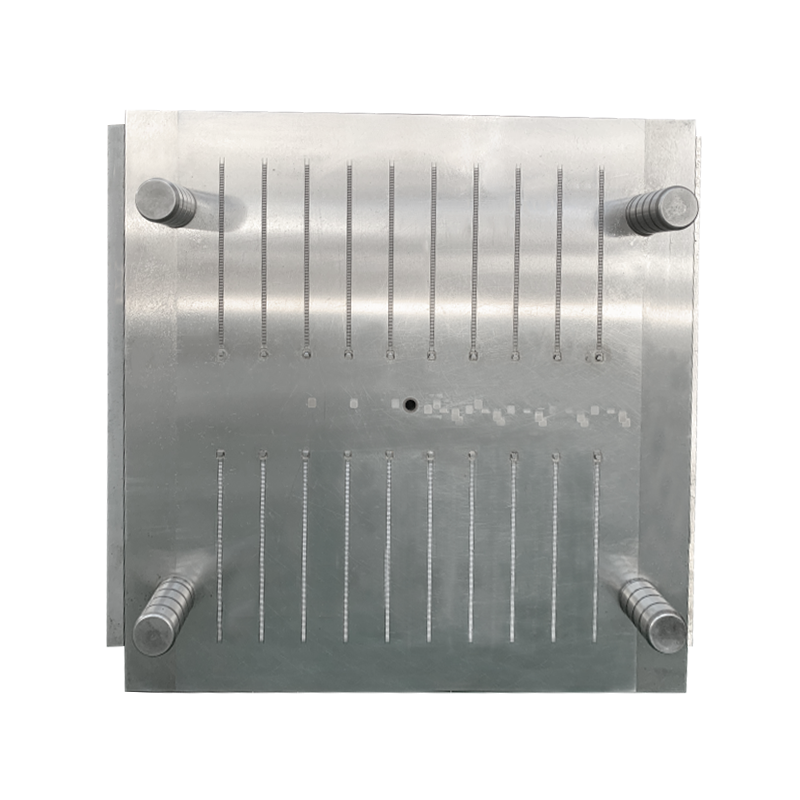
Precision and Tolerance Management
The foremost consideration in designing an auto connector mold is achieving and maintaining microscopic levels of precision. The plastic housings produced must allow for a secure yet pluggable connection, with terminal cavities positioned to within micron-level tolerances.
Summary: This involves managing the mold's structural integrity, thermal expansion, and component alignment to ensure every produced part is identical and within specification.
Expansion: The mold base must be exceptionally rigid to resist deflection under immense injection pressures, which can be hundreds of tons. Any flex can flash—thin wisps of plastic escaping from the parting line—or dimensional inaccuracy. Furthermore, materials expand when heated. Designers must calculate the thermal growth of the mold steel at operating temperatures (often over 200°C) and compensate for it in the cold, machined dimensions. This ensures that critical features like pin slots and locking mechanisms are the correct size when the mold is running. The alignment of the core and cavity plates is maintained by pins and bushings of a high-grade, wear-resistant material to prevent misalignment over thousands of cycles. Every aspect of the auto connector mold geometry is calculated to counteract potential sources of variation, ensuring every connector housing fits its corresponding terminal and mating connector perfectly.
Material Selection for Mold and Product
The choice of materials is a two-fold decision, encompassing both the steel for the mold itself and the plastic resin that will be injected into it. Both selections have long-term implications for the mold's life and the connector's performance.
Summary: Selecting appropriate mold steels and thermoplastic resins is crucial for durability, performance, and cost.
Expansion: For the auto connector mold, high-grade tool steels, such as P20 or H13, are common choices. These steels are selected for their ability to be polished to a mirror finish—which is transferred to the plastic part for easy ejection—and their resistance to abrasion and corrosion from high-temperature engineering plastics. The plastic resin, often a high-temperature material like PBT (Polybutylene Terephthalate) or Nylon, is chosen for its electrical insulation properties, heat resistance under the hood, and dimensional stability. The mold designer must account for the specific shrinkage rate of the chosen resin, which can vary by brand and color, to ensure the final part dimensions are correct. The interaction between the abrasive plastic and the mold steel directly influences the maintenance schedule and total lifespan of the auto connector mold.
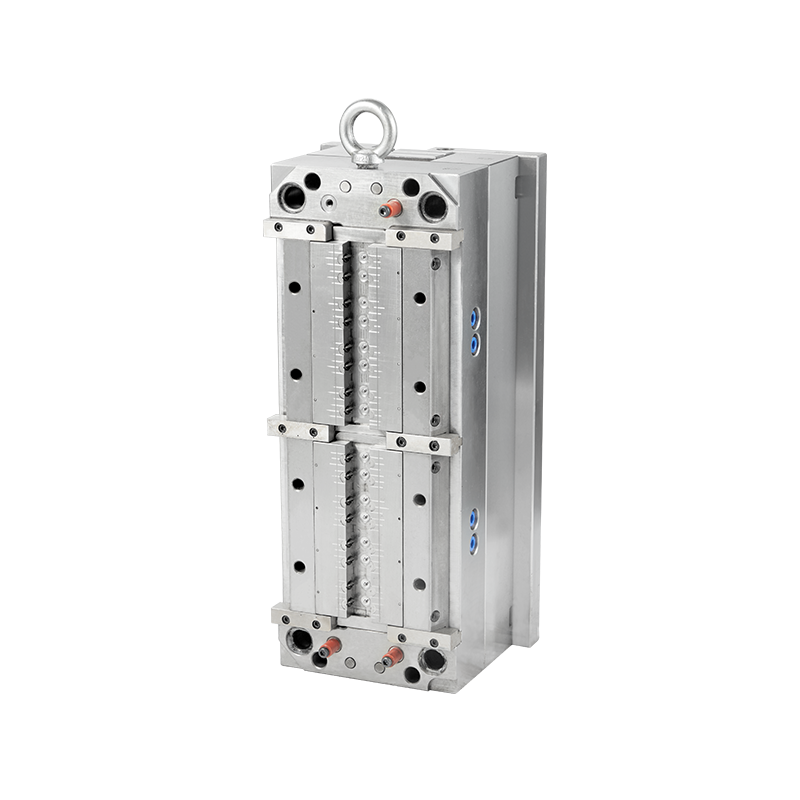
Cavitation and High-Volume Production Strategy
Automotive connectors are needed in vast quantities, making production efficiency a primary driver of mold design. The strategy for how many parts to produce per machine cycle is a fundamental economic and engineering decision.
Summary: This involves determining the number of cavities and the runner system to optimize output and quality for mass production.
Expansion: Cavitation refers to the number of identical part impressions built into a single mold. A high-cavitation auto connector mold might produce 32, 64, or even more parts every cycle, dramatically increasing output. However, more cavities increase the mold's complexity, cost, and physical size, and they challenge the designer to ensure uniform filling and packing of all cavities. This the design of the runner system—the channels that deliver molten plastic to each cavity. A balanced runner system is critical; it must be designed so that plastic reaches the farthest cavity at the same time and pressure as the nearest, ensuring consistent part quality and weight across all cavities. The goal is to create a mold that maximizes the number of parts per hour while maintaining the stringent quality standards required by the automotive industry.
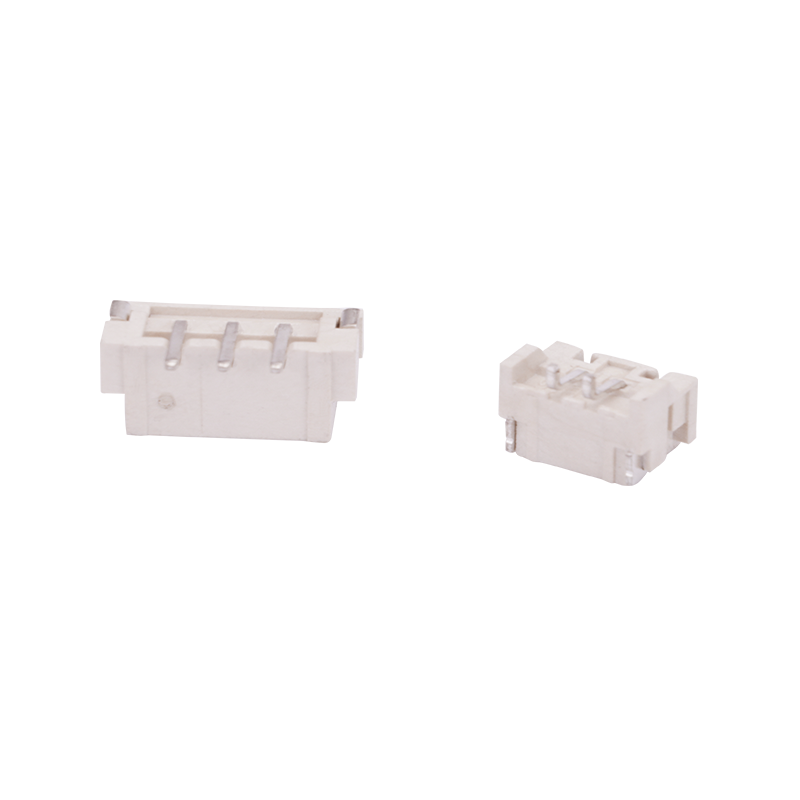
Complex Gating and Ejection Systems
How plastic enters the mold cavity and how the finished part is removed are deceptively complex aspects of the design, directly affecting part appearance and cycle time.
Summary: Designing subtle gate locations and a reliable ejection mechanism is essential for part integrity and automated production.
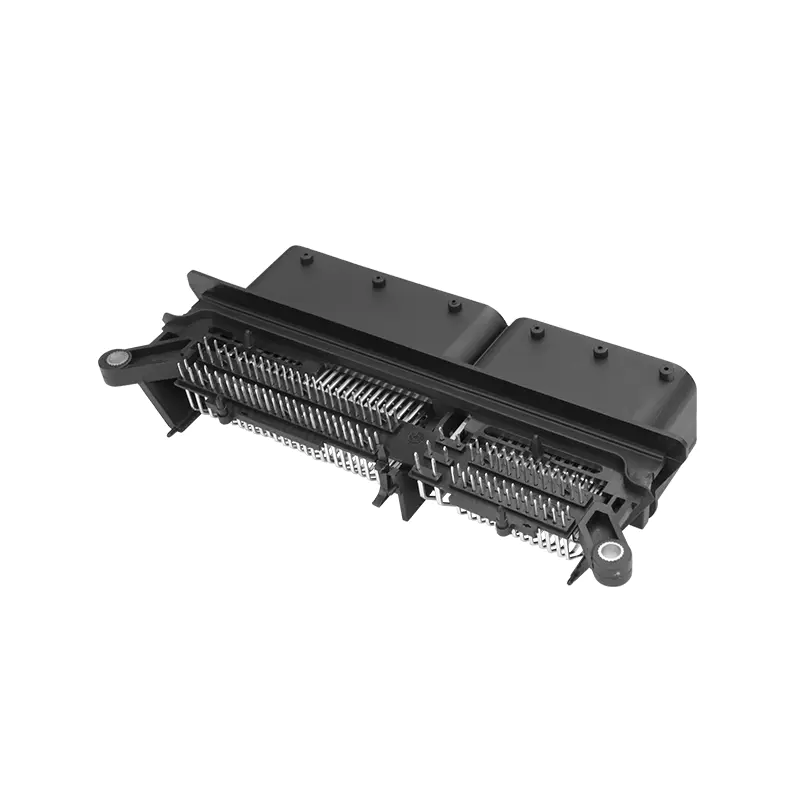
Expansion: The gate is the small orifice through which plastic enters the cavity. For connectors, aesthetic concerns are minimal, but gate location is critical for controlling weld lines (where molten plastic flows meet) and ensuring terminals can be inserted without obstruction. Pin-point or submarine gates, which automatically separate from the part, are often used to allow for fully automated operation. Similarly, the ejection system must be robust yet gentle. Ejector pins must be positioned to push the part off the core without distorting it or leaving visible marks on critical sealing surfaces. For complex connector shapes with undercuts, side-actions (slides) or lifters are incorporated into the mold design to form these features and then retract before the part is ejected. The reliability of these moving components is paramount to achieving uninterrupted production cycles.
Recommended Products


 English
English 中文简体
中文简体 русский
русский