2025.11.14
2025.11.14
 News
News
The production of polypropylene (PP) seal cable ties, ubiquitous fasteners used across countless industries, begins with a critical piece of tooling: the injection mold. The selection of this mold is not a mere procurement step but a foundational decision that dictates production efficiency, product quality, and long-term operational cost. A poorly chosen mold can persistent defects, frequent downtime, and high maintenance expenses, undermining the economics of the entire manufacturing process. Therefore, a methodical approach to selecting a PP seal cable tie mold, grounded in technical specifications and production realities, is essential for establishing a reliable and efficient manufacturing line.

Part 1: Analyzing Product Design and Output Requirements
The stage of selection is an inward-looking analysis that defines what the mold must produce and in what quantities. The product's design dictates the mold's core geometry, while production targets influence its scale and robustness.
1.1. Deconstructing the Cable Tie Specifications
Every dimension and feature of the cable tie translates into a corresponding feature in the mold. Key specifications include the tie's length, width, thickness, and the precise geometry of the sealing head and pawl. The material, typically nylon or PP, along with any additives for UV resistance or color, will influence the mold's steel selection and gating system design. A clear and finalized product design is a non-negotiable prerequisite for mold design and fabrication.
1.2. Projecting Production Volume and Cycle Time
The required annual output directly determines the type of mold required. For lower volumes or prototyping, a single-cavity mold may be sufficient. For mass production, a multi-cavity mold is necessary to meet demand efficiently. The target cycle time—the time to complete one injection, cooling, and ejection cycle—is a key performance metric. A mold designed for a fast cycle time will often have conformal cooling channels and highly efficient ejection mechanisms, which must be considered from the outset.
1.3. Considering Future Flexibility
It is prudent to consider potential future needs. If product changes are anticipated, a modular mold design might be advantageous. For projects expecting demand growth, selecting a mold base that allows for future cavity inserts to be added or changed can be a cost-effective long-term strategy compared to building a completely new mold later.
Part 2: Evaluating Mold Design and Technical Specifications
With the requirements defined, the focus shifts to the technical architecture of the mold itself. This involves a detailed examination of its components and systems.
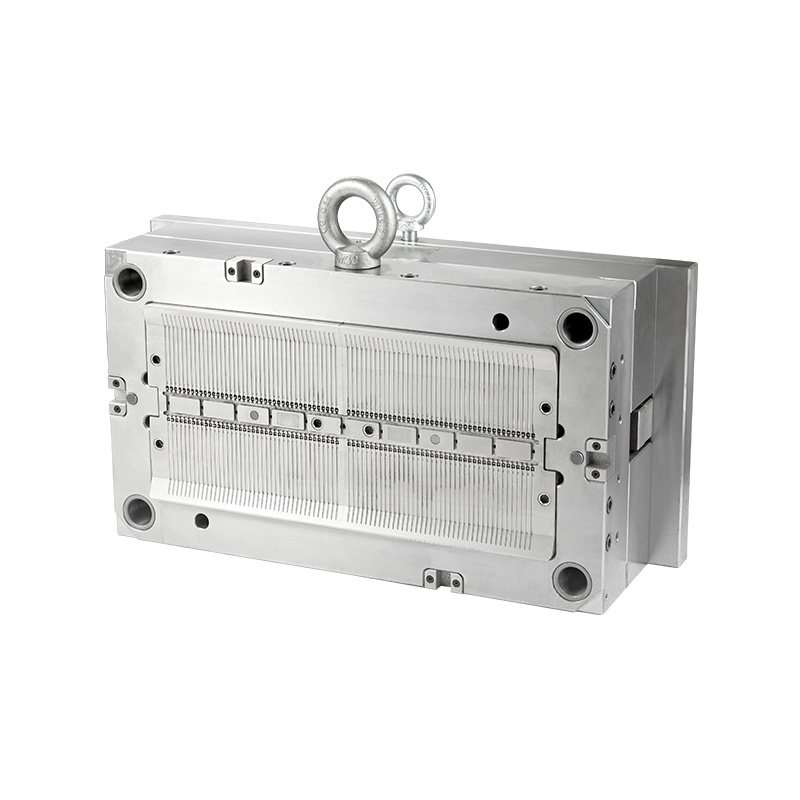
2.1. Cavity Configuration and Gating System
The number of cavities dictates the number of ties produced per cycle. The layout of these cavities and the design of the runner system that delivers molten plastic to them are critical. A balanced hot runner system can reduce cycle time and material waste by eliminating solid sprues and runners, but it represents a higher initial investment. A cold runner system is simpler but generates reusable scrap material.
2.2. Core, Cavity, and Ejection Mechanism
The mold core and cavity forms the tie's geometry, including the complex self-locking head. The steel used for these components must have sufficient hardness, wear resistance, and polishability to withstand millions of cycles while maintaining a flawless surface finish. The ejection system must be robust enough to cleanly eject the ties without causing deformation or marks, often requiring precisely placed ejector pins and sleeves.
2.3. Cooling Channel Design
The cooling phase typically constitutes the majority of the injection cycle. An efficiently designed cooling system, with channels following the contour of the cavity, ensures uniform and rapid heat extraction. This uniformity is vital for preventing warpage and internal stresses in the finished cable ties, and it directly contributes to achieving a shorter cycle time.
Part 3: Assessing Manufacturing and Supplier Capabilities
The theoretical design of a mold is realized through its manufacturing. The choice of supplier and their fabrication processes determine the mold's quality, durability, and performance.
3.1. Supplier Expertise and Technical Support
The mold maker should have a demonstrable track record in producing similar high-precision, multi-cavity injection molds. Reviewing their portfolio and client references is a necessary step. Furthermore, their ability to provide comprehensive technical support, including design review, troubleshooting during sampling, and after-sales service, adds significant value and reduces project risk.
3.2. Precision Machining and Quality Assurance
The tolerances for a cable tie mold are exceptionally tight, especially for the pawl and seal mechanism. The supplier must utilize advanced machining centers, Electrical Discharge Machining (EDM), and precision grinding to achieve these tolerances. A rigorous Quality Assurance process, involving coordinate measuring machine (CMM) inspections and mold flow analysis simulations, is indicative of a supplier committed to delivering a reliable product.
Recommended Products


 English
English 中文简体
中文简体 русский
русский