2026.07.17
2026.07.17
 News
News
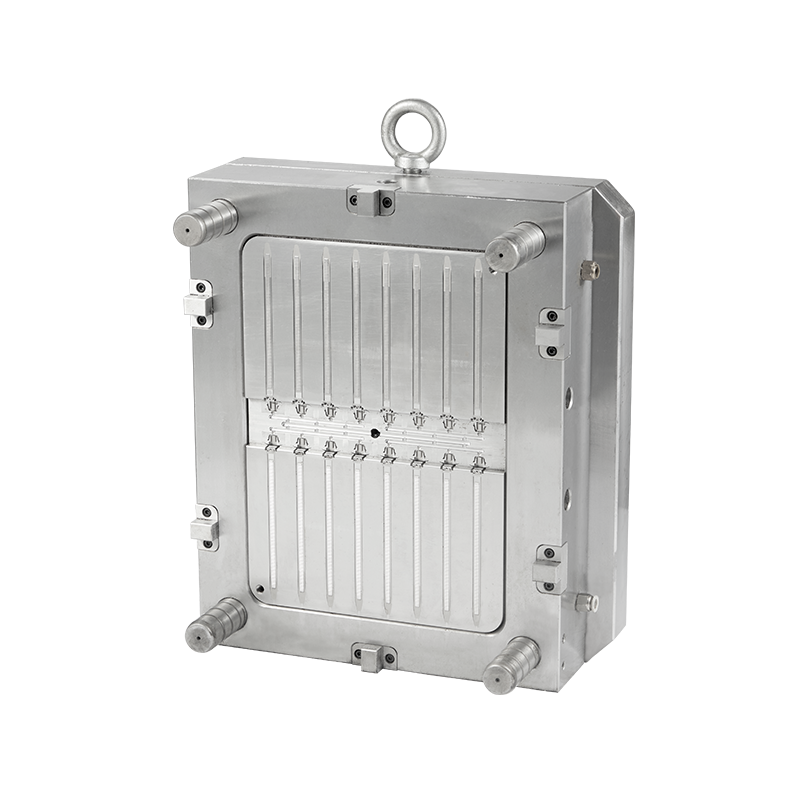
Automotive cable ties appear simple in structure, yet their performance depends on precise material distribution, locking mechanism accuracy, and tensile strength consistency. A small weakness around the strap, locking head, or transition area may reduce the load-bearing ability of the final product. Many manufacturers focus on visible defects, but hidden stress concentration areas inside an Automotive Cable Tie Mold can gradually affect reliability during long-term use.
Tensile failure does not always come from insufficient material strength. Mold design, resin orientation, gate position, cooling balance, and cavity pressure distribution all influence how stress moves through the finished cable tie. Research on injection molded parts shows that weld lines, flow orientation, and processing conditions can significantly influence tensile performance.
A cable tie experiences continuous pulling force after installation. The strap section carries tension, while the locking head receives concentrated mechanical stress from the internal locking teeth. These areas require balanced structural strength during molding.
During injection molding, polymer chains tend to align according to melt flow direction. This orientation can improve strength along certain directions while reducing performance across other stress paths.
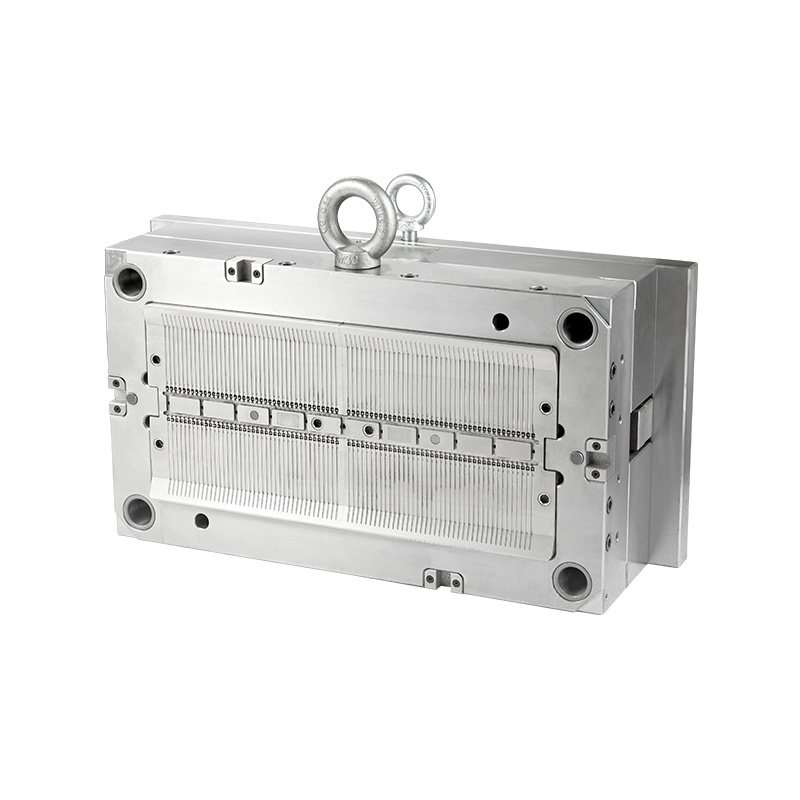
A well-designed Automotive Cable Tie Mold requires stable filling behavior because cable ties usually have long, narrow strap sections and detailed locking structures. The molten nylon material must travel through small channels while maintaining consistent pressure and temperature.
Weld lines are especially important because they form where separate plastic flow fronts meet. Studies have shown that gate location and processing conditions influence weld line tensile performance.
Nylon materials such as PA66 are widely used for cable ties because they provide strength, toughness, and temperature resistance. However, material performance depends not only on resin grade but also on moisture condition, processing temperature, and molding stability.
| Material Factor | Effect on Cable Tie Performance |
| Moisture content | Changes toughness and dimensional behavior |
| Molecular orientation | Affects directional tensile strength |
| Material degradation | May reduce mechanical reliability |
| Fiber reinforcement | Improves stiffness but changes flow behavior |
Improper drying conditions or excessive thermal exposure may change nylon characteristics, resulting in inconsistent tensile results between production batches.
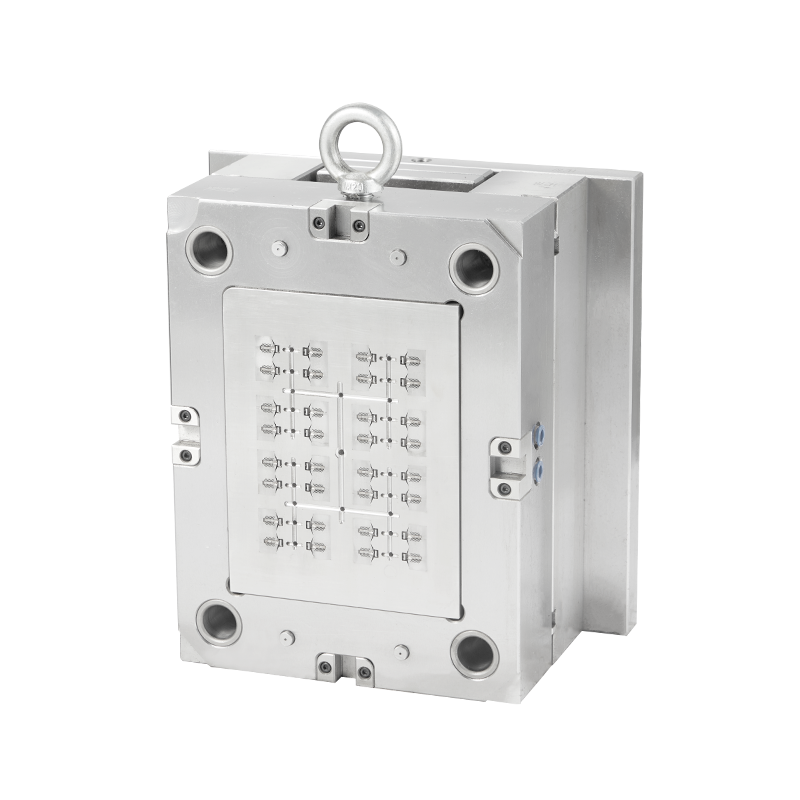
The mold itself plays an important role in controlling stress distribution. A cable tie mold contains complex cavity details including locking teeth, rack structures, and thin strap channels. Any dimensional variation inside these areas can transfer directly to the molded product.
Small dimensional errors in the cavity may create uneven load distribution after assembly. A cable tie that appears acceptable visually may still have reduced tensile capability.
Cooling is not only related to appearance and dimensional accuracy. It also influences internal stress release. Different cooling speeds across the strap and locking head may create uneven shrinkage.
| Cooling Condition | Possible Result |
| Rapid cooling near thin sections | Higher internal stress concentration |
| Uneven cavity temperature | Different shrinkage rates |
| Insufficient cooling time | Post-molding deformation |
| Stable cooling system | More consistent mechanical properties |
Even with accurate tooling, molding parameters determine whether the cavity produces stable parts. Injection speed, holding pressure, melt temperature, and cooling time must work together.
Small process variations may not immediately create visible defects, but they can change tensile performance after repeated loading.
Finding hidden weaknesses requires more than visual inspection. Tensile testing and dimensional analysis help identify whether failure comes from material behavior, mold structure, or processing conditions.
| Testing Method | Main Purpose |
| Tensile strength test | Measures load resistance of finished ties |
| Dimensional inspection | Checks strap thickness and geometry accuracy |
| Flow simulation analysis | Predicts filling and weld line locations |
| Material analysis | Evaluates resin condition and consistency |
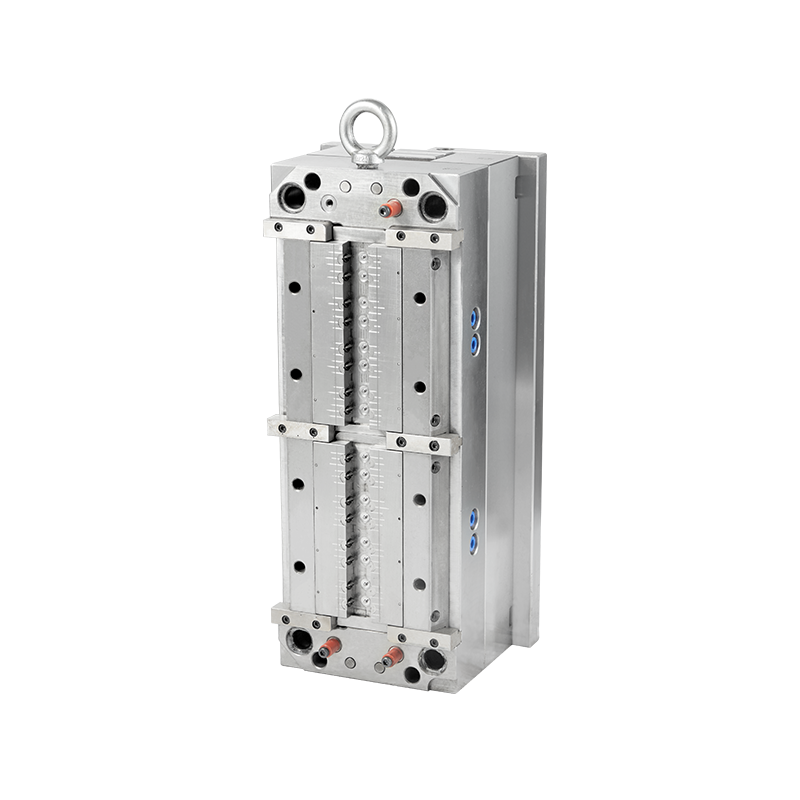
Preventing tensile failures requires cooperation between part design, mold structure, material preparation, and production control. A balanced cavity layout, suitable gate location, and accurate cooling system can reduce stress concentration risks.
Modern cable tie production often uses simulation tools and precision machining methods to predict potential weak areas before large-scale manufacturing. This approach helps manufacturers improve consistency while reducing trial adjustments.
An Automotive Cable Tie Mold can produce reliable components only after controlling the interaction between material flow, cavity design, and tensile stress distribution. Weak points usually develop quietly inside areas that carry repeated loads.
Understanding how stress concentration forms allows engineers to optimize mold structures and production conditions before failures appear in real applications. Proper control of these factors helps automotive cable ties maintain stable locking performance and mechanical strength throughout their service life.
Recommended Products


 English
English 中文简体
中文简体 русский
русский